|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Центробежная
литейная индукционная установка ЦЕНТРОЛИТ-70М |
|
|
|
 |
|
|
|
|
 |
|
ЦЕНТРОЛИТ-70М
Малогабаритная
литейная установка
для индукционного плавления и центробежной отливки зуботехнических
сплавов. |
 |
|
|
|
|
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
 |
|
|
Центробежная литейная индукционная установка ЦЕНТРОЛИТ-70М
предназначена для индукционного плавления и центробежной отливки
любых зуботехнических сплавов, за исключением титана.
ЦЕНТРОЛИТ-70М создана с использованием новейших конструкторских
и схемотехнических решений. В ней применены комплектующие от таких
известных мировых брендов как VISHAY
INTERTECHNOLOGY (США), IXYS Corporation (США),
Atmel Corporation (США),
Analog Device (США),
MITSUBISHI ELECTRIC (Япония), Texas Instruments (США).
Индукционная литейная установка ЦЕНТРОЛИТ-70М
является глубоко модернизированным вариантом литейной установки
ЦЕНТРОЛИТ-70.
Центральным элементом любой индукционной литейной установки, определяющим
качественные показатели её работы, является применяемый в ней
генератор. Учитывая этот факт, в ходе модернизации литейной установки
Центролит-70М, основное внимание было сконцентрировали именно
на вопросах его надёжности и эффективности. В результате, одним
из основных элементов модернизации литейной установки стало использование
в ней нового высокочастотного генератора RPI440T.
Это мощный, высокоэффективный и надёжный генератор на базе Роwer
MOSFET VISHAY INTERTECHNOLOGY
(США).
Для обеспечения эффективного нагрева и плавки всего спектра стоматологических
сплавов, отличающихся как химическим составом, так и линейными
размерами заготовок, получения максимальной удельной мощности
и минимизации времени плавки рабочая частота генератора была выбрана
равной 440кГц.
Для получения лучших результатов, предусмотрена возможность проведения
плавки в среде защитного газа (аргон). Элементы пневмосистемы
канала подачи аргона в тигель выполнены на элементах мирового
лидера пневмокомпонентов CAMOZZI (Камоцци).
Параметры индуктора и высокочастотного генератора обеспечивают
равномерный нагрев металла во всём объёме тигля с оптимальной
величиной силы электродинамического перемешивания металла, препятствующего
изменению металлографических свойств используемых сплавов.
Проанализировав отзывы литейщиков, работающих на литейных установках
с дискретным заданием уровня мощности генератора, был сделан вывод,
что для обеспечения качественного ведения плавки необходим иной
подход.
В итоге, в алгоритм управления литейной установки Центролит-70М
была введена возможность плавной регулировки мощности генератора
во время плавки. Вы можете регулировать уровень мощности генератора
в зависимости от типа сплава и его массы, а также от характера
проведения плавки с помощью многофункционального регулятора (энкодера).
ОСНОВНЫЕ ОСОБЕННОСТИ ИНДУКЦИОННОЙ ЛИТЕЙНОЙ
УСТАНОВКИ ЦЕНТРОЛИТ-70М.
* высокоэффективный,
надёжный и мощный высокочастотный генератор RPI440T (Рower
MOSFET VISHAY
INTERTECHNOLOGY) для обеспечения
минимального времени плавки;
* плавка в среде атмосферы или в среде защитного газа (аргон);
* плавная регулировка мощности генератора позволяет во время плавки
задавать требуемый уровень мощности в зависимости от типа сплава
и его массы;
*
прецизионная балансировка центрифуги устраняет вибрацию, что положительно
сказывается на качестве работы установки;
* электропривод подъёма и опускания индуктора с функцией автоматического
центрирования индуктора относительно тигля делает Вашу работу
комфортной и более производительной;
* управляемый электропривод центрифуги на базе силовых
интеллектуальных модулей MITSUBISHI ELECTRIC (Япония).
Широкий диапазон задания скорости вращения центрифуги (300...600
об/мин с шагом 5 об/мин)
и 10 ступеней задания её начального ускорения позволяют
без труда выбрать нужный режим работы для качественного литья
любого вида сплава;
*
электронный жидкокристаллический дисплей с подсветкой для комфортной
работы;

* индикация состояния датчиков установки (наличие потока охлаждающей
жидкости и её температуры, положение индуктора и крышки рабочей
зоны, параметры питающего сетевого напряжения), основные параметры
процесса плавки и литья (мощность, отдаваемая в нагрузку, время
плавки, время вращения центрифуги, начальное ускорение и скорость
вращения центрифуги).
* развитая система самодиагностики, оперативно отслеживающая все
этапы работы литейной установки с выдачей на дисплей сообщений
об ошибках или ошибочных действий оператора.
* установка рассчитана на применение опок типоразмеров 1х…9х и
тиглей типа "Форнакс";

|
|
|
|
|
|
|
Технические характеристики |
|
|
|
|
|
|
|
|
|
| Напряжение питания, В |
198...242 |
| потребляемая мощность, кВт,
не более |
3,5 |
| частота генератора, кГц |
440 |
| масса расплавляемого металла,
г |
20...90 |
| время плавления 60г Co-Cr
сплава, сек, не более |
60 |
| диапазон регулирования мощности
генератора, % |
20...100 |
| диапазон задания скорости
вращения центрифуги, с шагом 5 об/мин |
300...600 |
| габариты, ширина х глубина
х высота, мм |
615х480х540 |
| масса, кг, не более |
70 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ОСНОВЫ
ИНДУКЦИОННОГО НАГРЕВА МЕТАЛЛОВ. |
|
Физическая сущность индукционного нагрева
состоит в том, что в электропроводящих телах, помещаемых в переменное
электромагнитное поле, индуктируются электродвижущие силы, которые
вызывают электрические токи. Плотность этих индуктируемых токов
в каждом элементарном объёме нагреваемого материала может меняться
по самым разнообразным законам в зависимости от геометрических размеров
нагреваемого материала, его удельного сопротивления, магнитной проницаемости
и частоты индуктированного тока.
При пропускании переменного тока через индуктор вокруг него возникает
переменное магнитное поле. Переменный магнитный поток, пронизывающий
находящиеся внутри индуктора заготовки металла, вызывает появление
в них индуктированного тока (вторичные вихревые токи). Вихревые
токи разогревают заготовку в соответствии с законом Джоуля - Ленца,
который гласит, что "Количество теплоты, выделяемое в единицу
времени в рассматриваемом участке цепи, пропорционально произведению
квадрата силы тока на этом участке и сопротивлению участка".
Энергия, выделяющаяся в заготовке пропорциональна частоте переменного
электромагнитного поля.
На высокой частоте вихревые токи вытесняются в тонкие поверхностные
слои заготовок (скин-эффект), в результате чего их плотность резко
возрастает. Максимальная плотность тока наблюдается на периметре
нагреваемой заготовки, экспоненциально уменьшаясь по направлению
к её центру. В скин-слое (определяемом также как "глубина проникновения
тока") выделяется 86,5 % тепла.
Глубина проникновения тока рассматривается как важнейший параметр
при расчете установок индукционного нагрева. Её величина определяется
по формуле:
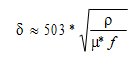
Основными электрофизическими свойствами материалов для расчёта установок
индукционного нагрева являются удельное электрическое сопротивление
и магнитная проницаемость. Они определяют глубину проникновения
тока и мощность, выделяемую в нагреваемом образце. При нагреве ферромагнитных
металлов их удельное электрическое сопротивление и магнитная проницаемость
изменяются.
Так, электрическое сопротивление металлов и сплавов, в зависимости
от их химического состава может увеличиться в 10 раз.
Магнитная проницаемость ферромагнитных тел при достижении телом
температуры точки Кюри (точка магнитных превращений) резко уменьшается
и становится равной единице.
С увеличением значения удельного электрического сопротивления нагреваемого
тела и уменьшением его магнитной проницаемости глубина проникновения
тока увеличивается.
Максимальное значение глубины проникновения тока называется горячей
глубиной проникновения.
В общих чертах процесс индукционного нагрева ферромагнитной заготовки
можно представить по следующей схеме.
В первый момент начинается нагрев образца в тонком поверхностном
слое, равном глубине проникновения тока в холодный металл. После
потери этим слоем магнитных свойств, глубина проникновения тока
возрастает и нагревается слой, расположенный глубже, повышение температуры
в первом нагретом слое замедляется.
После потери магнитных свойств вторым слоем начинается быстро нагреваться
третий слой и т.д.
Пределом роста глубины проникновения тока является горячая глубина
проникновения.
Повышение температуры в слое равной горячей глубине проникновения
происходит за счет индуктированных токов, а в более глубоких слоях
- в основном, за счет теплопроводности. |
|
Высокие значения КПД обеспечиваются,
прежде всего, расчетом параметров индукционного нагрева под определенные
размеры нагреваемого тела. Соотношение размеров индуктора и нагреваемого
тела, частота тока и магнитная проницаемость, удельное сопротивление
металла - все это определяет эффективность нагрева, т.е. электрический
КПД.
Важнейшим параметром, определяющим КПД индукционной установки, а
значит и эффективность нагрева, является глубина горячего проникновения
тока.
Эффективный индукционный нагрев возможен только при определённых
значениях отношения диаметра нагреваемой заготовки к глубине горячего
проникновения.
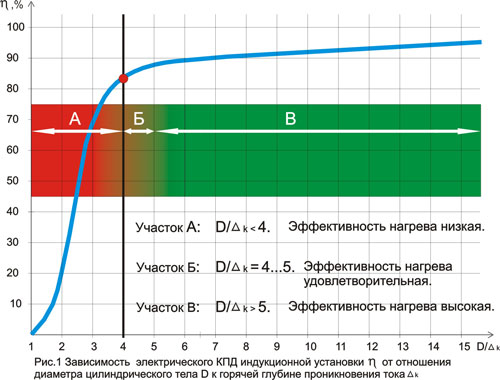
График на рис.1 показывает, что уже при значении этого отношения
менее 4 нагрев нежелателен, а при соотношении менее единицы вообще
неприемлем.
Из этого графика следует, что для повышения эффективности индукционной
установки, следует при заданном диаметре нагреваемой заготовки уменьшать
значение горячей глубины проникновения тока. Это может быть достигнуто
только повышением частоты.
Индукционные литейные установки, используемые в зуботехнических
лабораториях для плавки стоматологических сплавов, построены на
основе генераторов с разрешёнными рабочими частотами 66кГц, 440кГц
и 1,76МГц. |
 |
|
|
ВНИМАНИЕ! ЭТО ВАЖНО:
Для установок индукционного нагрева в Российской Федерации выделен
ряд разрешённых для использования частот. Для индукционных литейных
установок, используемых в зуботехнических лабораториях для плавки
стоматологических сплавов, определены частоты 66кГц, 440кГц и 1,76МГц.
Обращаем Ваше внимание, что не все импортные литейные установки
соответствуют этому требованию.
Принимая решение по оснащению Вашей лаборатории литейной установкой,
убедитесь в том, что частота её генератора соответствует приведённым
выше значениям. В противном случае, Вы рискуете в будущем столкнуться
с "непониманием" органов государственного надзора.
Индукционные литейные установки, работающие на частоте 1,76МГц,
выполнены на основе ламповых генераторов. В настоящее время такие
установки потеряли свою актуальность, вследствие низкого КПД и морального
устаревания.
КСТАТИ. Часто в рекламных буклетах при описании индукционных
литейных установок можно встретить различное их наименование. Одни
называют их "низкочастотными", другие "среднечастотными",
третьи - "высокочастотными". Не акцентируйтесь на этом.
На самом деле, все индукционные установки с рабочей частотой генератора
более 50 кГц являются высокочастотными. Низкочастотными считаются
установки индукционного нагрева с рабочими частотами менее 1 кГц.
Среднечастотными - с рабочими частотами от 1кГц до 50 кГц.
Странно слышать, когда индукционные литейные установки, работающие
на частоте более 50 кГц называют "среднечастотными". Ещё
более странно, когда установку с рабочей частотой генератора более
100кГц называют "низкочастотной".
Установок для плавки и литья стоматологических сплавов с рабочими
частотами менее 50 кГц просто не существует. И это понятно. Если
бы они существовали - они были бы крайне не эффективны. Конечно,
необходимо признать, что для производителя литейных установок выгоднее
использовать генераторы с как можно более низкими рабочими частотами
ввиду их сравнительно невысокой стоимости. Но что даёт это потребителю?
Не теряются ли при этом важные качества установки, обеспечивающие
её эффективность?
Подробнее вопрос выбора частоты генератора литейной установки будет
рассмотрен ниже.
Иногда утверждается, что так называемые "низкочастотные"
или "среднечастотные" литейные установки обеспечивают
более качественное перемешивание металла. Так ли всё однозначно?
Рассмотрим это позже - когда будем анализировать влияние мениска
на процесс плавки.
Индукционные литейные установки, работающие на частоте 66кГц и 440кГц,
имеют сходные характеристики. Их отличает высокий КПД (0,85...0,9).
Они надёжны, долговечны. Качество литья, получаемое на этих установках,
соответствует самым высоким требованиям. |
|
|
 |
Сравнивая эффективность и качественные
показатели литейных индукционных установок , необходимо представлять
какая из них лучшим образом подходит для литья стоматологических
сплавов, обладающих определёнными физико-химическими свойствами
и линейными размерами.
Ввиду большого разнообразия используемых стоматологических сплавов,
качественный анализ можно сделать, приняв за основу некий "усреднённый
сплав". Для такого сплава, нагретого выше точки магнитных превращений
(точки Кюри) горячая глубина проникновения тока при частоте 66кГц
равна, примерно, 2мм.
Тогда, как следует из графика на рис.1, производить нагрев заготовки
сплава с высокой эффективностью при частоте генератора индукционной
установки равной 66кГц возможно, начиная с диаметра заготовки D
= 10мм. При диаметре заготовки менее 8мм эффективность нагрева будет
уменьшаться, достигая минимального значения при диаметрах заготовки
сплава равных 5...6мм.
Для частоты 440кГц горячая глубина проникновения тока, при прочих
равных условиях, будет составлять величину порядка 0.8мм. Т.е.производить
нагрев заготовки сплава с высокой эффективностью при частоте генератора
индукционной установки равной 440кГц возможно, начиная с диаметра
заготовки D = 4мм. |
|
|
В теории индукционного нагрева существует
понятие "минимально допустимой рабочей частоты генератора"
для заданного диаметра цилиндрической заготовки, подлежащей нагреву.
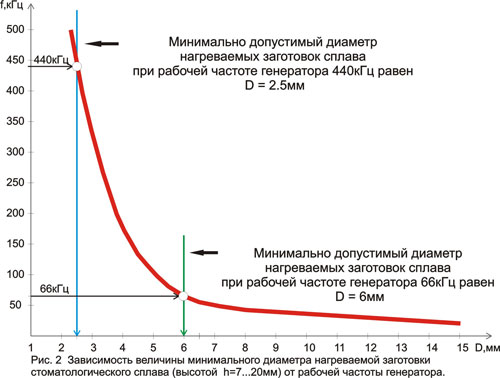
График зависимости минимальной частоты генератора индукционной установки
от диаметра нагреваемой установки (Рис.2) строится из условия, что
отношение диаметра нагреваемого образца цилиндрической формы к величине
горячей глубины проникновения тока" (или "скин-слоя")
равно 3.
Из приведённого графика видно, что:
1) минимально допустимый диаметр нагреваемых заготовок сплава при
работе на индукционной установке с частотой 440кГц равен 2,5мм.
2) минимально допустимый диаметр нагреваемых заготовок сплава при
работе на индукционной установке с частотой 66кГц равен 6мм.
Т.о. при работе на литейной установке с частотой 66кГц ограничивается
возможность использования в качестве "вторичного металла"
элементов литниковой системы, имеющих меньшие размеры.
В случае же их использования они будут нагреваться не под действием
индуктированных в них вихревых токов, а вследствие передачи им тепловой
энергии от более горячих частей загрузки тигля, имеющих больший
диаметр. Это будет способствовать увеличению времени плавки, т.е.
ухудшению одного из основных параметров, определяющего технологический
регламент работы.
График "Зависимости величины минимального диаметра нагреваемой
заготовки сплава от рабочей частоты генератора" хорошо объясняет
суть проблемы.
Из него видно, что для нагрева заготовок сплава, имеющих диаметр
порядка 5мм, необходима частота генератора не менее 120кГц. Если
же используются заготовки с диаметром 4мм, то минимально допустимая
частота генератора возрастает до 180кГц.
Т.о. выбор рабочей частоты генератора для индукционной литейной
установки является важнейшим фактором, определяющим её качественные
показатели. Индукционная литейная установка для зуботехнических
лабораторий должна обеспечивать эффективный нагрев и плавку за короткий
промежуток времени всего спектра стоматологических сплавов, отличающихся
как химическим составом, так и линейными размерами заготовок. При
этом, особое внимание необходимо обращать на способность установки
обеспечивать высокий электрический КПД при работе с заготовками,
имеющими диаметры в диапазоне от 3 до 15мм. |
|
|
 |
|
ВАЖНОЕ ЗАМЕЧАНИЕ:
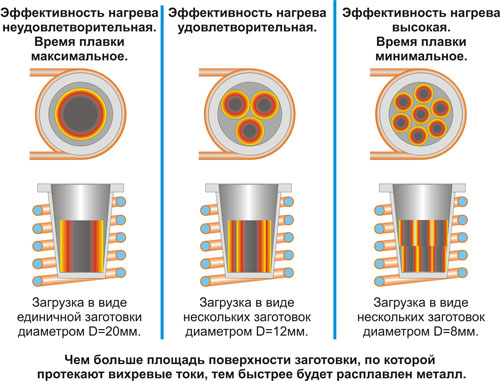
Исходя из того факта, что вихревые токи, вызывающие нагрев заготовки,
протекают по её периметру, следует важный практический вывод. А
именно: для увеличения эффективности нагрева и сокращения времени
плавки следует использовать тот сплав, который при одинаковых физико-химических
свойствах, имеет меньший диаметр единичной заготовки.
При увеличении количества заготовок сплава, одновременно загруженных
в тигель, сумма их длин окружностей увеличивается, следовательно,
при постоянной глубине горячего проникновения тока объем, в котором
выделяется мощность, увеличивается. Соответственно, металл будет
нагрет до необходимой температуры быстрее.
Идеальными условиями для проведения плавки будет следующий состав
загрузки: 50...70% "первичного металла" в виде цилиндров
с диаметром 6...10мм и 30...50% "вторичного металла" в
виде элементов литниковой системы диаметром 3...5мм.
|
|
|
|
СХЕМОТЕХНИЧЕСКИЕ
ОСОБЕННОСТИ ИНДУКЦИОННОЙ ЛИТЕЙНОЙ УСТАНОВКИ ЦЕНТРОЛИТ-70М. |
|
|
|
|
|
|
|
|
Литейные индукционные установки,
представленные на Российском рынке имеют много общего в плане схемотехнической
реализации. Так, большинство из них реализованы на базе современных
электронных комплектующих - микропроцессорные системы управления,
IGBT или MOSFET модули и транзисторы. В системах управления этих
литейных установок реализованы автоматическая подстройка частоты
генератора под параметры рабочего резонансного контура, плавная
регулировка уровня выходной мощности, диагностика аварийных режимов
и ошибочных действий оператора, запись и хранение в энергонезависимой
памяти параметров работы.
Литейная индукционная установка Центролит-70М, в которой также реализованно
всё вышеперечисленное, отличается рядом особенностей, выделяющих
её из общего ряда как более эффективную. Выделим некоторые из них. |
|
|
|
|
|
|
1) РАБОЧАЯ ЧАСТОТА ГЕНЕРАТОРА.
Величина рабочей частоты генератора индукционной литейной установки
в значительной степени влияет на её электрические характеристики
и эксплутационные параметры.
Выбор рабочей частоты генератора определяется следующими требованиями:
а) электрический КПД установки должен быть максимальным;
б) время плавки должно быть минимальным;
в) установка должна обеспечивать эффективную работу при плавке стоматологических
сплавов, имеющих различные величины диаметра и высоты отдельных
заготовок сплава;
г) величина электродинамических сил, воздействующих на расплав,
должна быть оптимальной с точки зрения обеспечения, с одной стороны,
качественного перемешивания расплава, и, с другой стороны, минимального
мениска на завершающем этапе плавки.
Для максимально полного удовлетворения этим требованиям
в индукционной литейной установке ЦЕНТРОЛИТ-70М выбрана частота
генератора 440кГц. |
|
|
|
|
|
|
 |
1.1 Эффективная работа при плавке
стоматологических сплавов, имеющих различные величины диаметра и
высоты отдельных заготовок сплава.
ЛИТЕЙНАЯ ИНДУКЦИОННАЯ УСТАНОВКА ЦЕНТРОЛИТ-70М НЕ ИМЕЕТ
ОГРАНИЧЕНИЙ, СВЯЗАННЫХ С МИНИМАЛЬНЫМИ ЛИНЕЙНЫМИ РАЗМЕРАМИ ЗАГРУЖАЕМЫХ
В ТИГЕЛЬ ЧАСТЕЙ МЕТАЛЛА. ЭТО ДЕЛАЕТ ЕЁ БОЛЕЕ УНИВЕРСАЛЬНОЙ.
Использование в индукционной литейной установке ЦЕНТРОЛИТ-70М
генератора с частотой генератора 440кГц обеспечивается максимально
быстрый, равномерный нагрев металла, что приводит к сокращению длительности
процесса плавки и повышению экономической эффективности работы. |
|
|
|
|
|
|
1.2 Величина рабочей частоты генератора и циркуляция металла.
При выборе частоты генератора для индукционной литейной установки
необходимо учитывать не только его энергетические характеристики,
но и вопросы магнитогидродинамики, т. е. влияние электромагнитного
поля индуктора на расплав в тигле.
Под действием электродинамических сил расплавленный металл в средней
части тигля перетекает от периферии к оси, затем по оси тигля выжимается
вверх к зеркалу ванны и вниз ко дну тигля. Вверху и внизу он перетекает
к стенкам и вдоль стенок возвращается к средней части тигля, совершая
так называемую двухконтурную циркуляцию.
Факт электродинамической циркуляции металла является достоинством
любой индукционной литейной установки. Циркуляция ускоряет расплавление,
выравнивает температуру и химический состав расплава. |
 |
|
|
|
|
|
|
Однако циркуляция металла имеет и серьезный недостаток, заключающийся
в образовании на поверхности расплава выпуклого мениска. Особенно
сильно отрицательное влияние мениска на процесс плавки проявляется
при использовании в литейных установках генераторов с относительно
низкой рабочей частотой. Это связано с тем, что при неизменной
мощности, передаваемой в расплав, силовое воздействие на него
усиливается тем больше, чем меньше частота генератора.
Например, при частоте генератора равной 66кГц высота меникса почти
в 3 раза больше, чем при частоте 440кГц.
Рассмотрим влияние мениска на процесс плавки:
Расплавленный сплав покрывается тонкой оксидной плёнкой, которая
благодаря поверхостному натяжению расплава удерживается на его
поверхности, предохраняя расплав от окисления. В период расплавления
взламывание плёнки происходит, главным образом, вследствии циркуляции
металла.
Если электродинамическая циркуляция способствует образованию мениска
большой высоты, разрушение оксидной плёнки может произойти слишком
рано. Зеркало расплава откроется до момента выравнивания температуры
по всему объёму тигля. Расплав будет открыт для его окисления
остаточными газами, присутствующими в литейно-плавильном блоке.
Для уменьшения вредного влияния мениска на процесс плавки рекомендуется
уменьшать мощность на завершающем этапе плавки. Это необходимо
для того, чтобы температура расплава выровнялась по всему объёму
тигля. При этом важно, чтобы, для предупреждения окисления расплава
остаточными газами, оксидная плёнка не была преждевременно разорвана.
Возникает дилемма: для расплавления высокотемпературных компонентов
сплава в течение минимального времени необходима максимальная
мощность. Но при этом значительные электродинамические силы, воздействующие
на расплав приведут к разрыву оксидной плёнки слишком рано. Расплав
подвергнется дополнительному окислению. Идеальным вариантом проведения
плавки на завершающем этапе является вариант, при котором плавка
ведётся при мощности близкой к максимальной при минимальной высоте
мениска. Именно такой вариант работы реализован в литейной установке
ЦЕНТРОЛИТ-70М.
Вероятность преждевременного разрыва оксидной плёнки при работе
на литейной установке ЦЕНТРОЛИТ-70М значительно ниже, вследствие
того, что частота её генератора выбрана равной 440кГц и, как следствие,
мениск имеет минимальную высоту.
ПЛАВКА В ЛИТЕЙНОЙ ИНДУКЦИОННОЙ УСТАНОВКЕ ЦЕНТРОЛИТ-70М ПРОВОДИТСЯ
В УСЛОВИЯХ, СПОСОБСТВУЮЩИХ СОХРАНЕНИЮ ФИЗИКО-ХИМИЧЕСКИХ СВОЙСТВ
ИСХОДНОГО СПЛАВА.
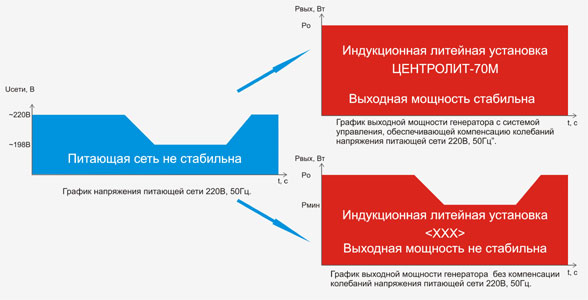
2) СИСТЕМА УПРАВЛЕНИЯ С АЛГОРИТМОМ КОМПЕНСАЦИИ КОЛЕБАНИЙ НАПРЯЖЕНИЯ
ПИТАЮЩЕЙ СЕТИ 220В, 50Гц”.
Любая индукционная литейная установка является мощной нагрузкой
для питающей сети. При наличии "слабой сети" могут возникнуть
проблемы с эффективностью работы. В первую очередь, это связано
с возможными колебаниями выходной мощности генератора установки.
Особенно критичным для литейных установок является пониженное
напряжение сети (так называемые "просадки сети").
С целью обеспечения стабильности выходной мощности высокочастотного
генератора и получения качественного литья при нестабильном питающем
напряжении сети, в систему управления индукционной литейной установки
ЦЕНТРОЛИТ-70М введён алгоритм компенсации колебаний сетевого напряжения.
Основой этого алгоритма является введение в систему управления
отрицательной обратной связи (ООС) по мгновенному значению величины
питающего напряжения сети 220В, 50Гц. В результате уровень мощности
, заданный оператором, поддерживается постоянным независимо от
величины питающего напряжения сети. На работе устройства не сказывается
возможная нестабильность сетевого напряжения (198-242 В).
В индукционных литейных установках, не имеющих
функции компенсации колебаний напряжения питающей сети, реальный
уровень мощности, передаваемой в нагрузку, будет изменяться в
соответствии с изменениями напряжения сети. Для борьбы с этим
потребуется дополнительно приобретать сетевой стабилизатор напряжения.
НАЛИЧИЕ В ИНДУКЦИОННОЙ ЛИТЕЙНОЙ УСТАНОВКЕ ЦЕНТРОЛИТ-70М МЕХАНИЗМА
КОМПЕНСАЦИИ НЕСТАБИЛЬНОСТИ ПИТАЮЩЕГО НАПРЯЖЕНИЯ ЯВЛЯЕТСЯ ВАЖНЫМ
ПРИЗНАКОМ, ХАРАКТЕРИЗУЮЩИМ ЕЁ ЭФФЕКТИВНОСТЬ. |
|
|
|
|
|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Совокупность
конструкторских решений, реализованных в индукционной литейной установке
ЦЕНТРОЛИТ-70М, ставят её в один ряд с индукционными литейными установками
таких мировых брендов как
BEGO, Reitel, Ugin Dentaire, а по некоторым характеристикам (время
плавки, защита расплава от окисления, нечувствительность к "провалам"
питающего напряжения) выводят её в лидеры. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
РЕКОМЕНДАЦИИ
по работе на индукционной центробежной литейной установке Центролит
-70М.
Н. А. Швыргун, главный конструктор проекта, СПАРК-ДОН, Волгодонск,
Россия. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
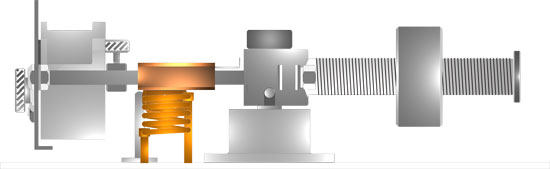
Плавку и литьё металла на центробежной
литейной установке Центролит -70М можно представить в виде трёх
последовательно выполняемых стадий.
*** - Стадия предварительного нагрева (стадия №1);
*** - Стадия плавки металла в среде
атмосферы или в среде защитного газа (аргон) (стадия
№2);
*** - Стадия центробежного литья металла. (стадия №3); |
|
|
|
|
ПОДГОТОВКА
К РАБОТЕ. |
|
|
|
|
Откройте крышку рабочей камеры.
Установите тигель с металлом на пластину держателя тигля и опоку
на ложе опоки.
Выставьте положение опоки относительно тигля таким образом, чтобы
центр заливочного конуса опоки был совмещён с литьевым
отверстием тигля.
В случае необходимости выставьте положение фиксатора, регулирующего
минимальное расстояние между опокой и тиглем для предупреждения
их соударения.
Отбалансируйте центрифугу.
Снимите тигель с металлом и опоку и установите их в печь предварительного
нагрева (рекомендуется электропечь УниТерм-50).
Установите центрифугу в положение, когда отверстие на держателе
тигля встанет на одной оси с индуктором, что подтвердится непрерывным
звуковым сигналом.
Нажмите кнопку  и, не перемещая центрифуги, дождитесь перехода индуктора в верхнее
положение. Остановка индуктора происходит автоматически.
и, не перемещая центрифуги, дождитесь перехода индуктора в верхнее
положение. Остановка индуктора происходит автоматически.
Внимание: Перемещение индуктора вверх происходит
только в случае правильного расположения центрифуги, определяемого
датчиком. Если центрифуга не находится в нужной позиции индуктор
перемещаться не будет.
С помощью ручки многофункционального регулятора задайте установите
предварительно заданный уровень мощности равный 100%.
Закройте крышку рабочей камеры.
Дисплей установки примет следующий вид:
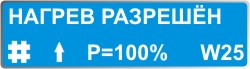
В нижней строке индикатора знак "решётка" указывает
на то, что крышка рабочей камеры закрыта. Знак стрелки, направленной
вверх, указывает на то, что индуктор поднят. "P=100%"
- уровень предварительно заданной мощности. "W25" -
наличие потока охлаждающей жидкости и её температура.
|
|
|
|
|
РАБОТА. |
|
|
|
|
Стадия №1. Предварительный нагрев.
Установите прогретый в печи предварительного нагрева тигель
с металлом в отверстие держателя тигля. Тигель устанавливается
таким образом, чтобы его литьевое отверстие было сориентировано
по направлению к центру заливочного конуса опоки.
Закройте крышку рабочей камеры.
Нажмите кнопку  Включится генератор и начнется процесс нагрева металла. Его можно
отслеживать через смотровое окно со светофильтром.
Включится генератор и начнется процесс нагрева металла. Его можно
отслеживать через смотровое окно со светофильтром.
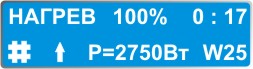
На дисплее установки отображается наименование стадии работы ("НАГРЕВ"),
а также величина задания уровня мощности генератора (в процентах),
реальная текущая мощность генератора, температура воды в системе
охлаждения, состояние датчиков закрытия крышки рабочей камеры,
время от начала процесса, положение индуктора.
Начинайте плавку при уровне мощности равном 100%.
Если Вы не прогреваете металл с тиглем в печи предварительного
нагрева, начинайте нагрев при уровне мощности 40...50%. Прогрейте
таким образом тигель и установите мощность генератора равной 100%.
Когда металл нагреется до состояния яркого свечения нажмите кнопку
 .
Генератор отключится. Нагрев прекратится. .
Генератор отключится. Нагрев прекратится.
ВНИМАНИЕ! ЭТО ВАЖНО:
На стадии предварительного нагрева металла не доводите сплав до
состояния, когда он начнет размягчаться и оплывать. Это ухудшит
условия его плавки и литья в дальнейшем.
Признак окончания предварительного нагрева - металл ярко светится,
но остаётся твёрдым.
Стадия №2. Плавка металла.
Откройте крышку рабочей камеры и установите предварительно
нагретую опоку на ложе опоки, воспользовавшись специальными щипцами.
Время для загрузки опоки в литейную камеру не должно превышать
10-15 секунд, чтобы не допустить существенного охлаждения металла
и литейной формы.
Чем больше время, в течение которого опока переносится из печи
предварительного нагрева в литейную камеру установки, тем больше
вероятность неконтролируемой усадки, которая будет тем больше,
чем больше времени пройдёт до заливки металла в опоку.
После загрузки опоки, закройтекрышку рабочей камеры и нажмите
кнопку .
Включится генератор и начнется процесс плавки металла.
На дисплее установки отображается наименование стадии работы ("НАГРЕВ"),
а также величина задания уровня мощности генератора (в процентах),
реальная текущая мощность генератора, температура воды в системе
охлаждения, состояние датчиков закрытия крышки рабочей камеры,
время от начала процесса, положение индуктора.

Начинайте плавку при уровне мощности равном 100%. Вы можете плавно
регулировать мощность генератора для получения оптимальных условий
плавки. После погружения последней твёрдой части в плавильную
ванну уменьшите мощность до 80...85%.
Продолжайте нагрев до полного расплавления металла. На поверхности
расплава образуется тонкая оксидная плёнка. После появления в
ней разрывов дождитесь момента, когда оксидная плёнка разойдётся
по периметру тигля. Зеркало расплава станет гладким и блестящем.
Расплав готов к литью.

Наиболее важными характеристиками литейных свойств стоматологических
сплавов являются: жидкотекучесть, усадка (линейная и объемная),
склонность к образованию трещин, склонность к поглощению газов
и образованию газовых раковин и пористости в отливках и др.
Для улучшения жидкотекучести расплава допускается небольшой перегрев
металла, но не выше температуры литья сплава на 75-100°С. Дальнейшее
повышение температуры расплава отрицательно влияет на структуру
металла. Это связано с тем, что растворимость газов в металле
резко возрастает при температуре плавления последнего.
Дальнейшее же повышение температуры расплавленного металла увеличивает
растворимость в нем газа до максимума. В последующем, это приводит
к образованию усадочных и газовых раковин, трещин и пористости.
Если расплав при литье имеет низкую температуру, ухудшаются условия
удаления газов из металла и питания отливок во время кристаллизации.
На практике, после того как оксидная плёнка разойдётся по периметру
тигля, нагрев продолжают ещё несколько секунд (3-10 секунд в зависимости
от типа сплава, рекомендаций фирмы производителя сплава по ведению
плавки и параметров плавки) и выполняют литьё.
ВНИМАНИЕ! ЭТО ВАЖНО:
Определение момента заливки зависит от таких факторов как температура
плавления сплава, температура литья сплава, жидкотекучесть сплава
- способность металлического расплава заполнять полость литейной
формы. Используйте рекомендации по ведению плавки, указанные фирмами
производителями сплавов.
Стадия №2. Центробежное литьё металла.
Когда металл расплавится и будет готов к литью, нажмите
кнопку  для запуска центрифуги. При этом автоматически будет отключен
генератор, а индуктор опустится вниз. Крышка рабочей камеры автоматически
заблокируется, с целью невозможности её открывания при работе
установки на стадии центробежного литья. Начнётся вращение центрифуги
с заданными ранее параметрами: начальное ускорение, скорость,
время вращения.
для запуска центрифуги. При этом автоматически будет отключен
генератор, а индуктор опустится вниз. Крышка рабочей камеры автоматически
заблокируется, с целью невозможности её открывания при работе
установки на стадии центробежного литья. Начнётся вращение центрифуги
с заданными ранее параметрами: начальное ускорение, скорость,
время вращения.
Моргающая надпись «Центрифуга» на дисплее установки означает,
что идёт вращение. Рядом с этой надписью отображается время, оставшееся
до конца процесса. В нижней строке дисплея отображаются параметры
вращения: "n"- скорость вращения центрифуги,
"a" - начальное ускорение, "t"
-заданное время вращения.
Расплав под действием центробежной силы заполняет литейную полость
опоки.

ВНИМАНИЕ! ЭТО ВАЖНО:
При центробежном способе литья заполнение форм жидким металлом
и его кристаллизация происходят под воздействием центробежных
сил. Качество литья при этом в значительной степени зависит от
умения точно рассчитывать и управлять параметрами начального ускорения
и скорости вращения центрифуги установки.
При слишком низкой или высокой скоростях вращения появляются дефекты
как в процессе литья, так и в отливках. При заниженной скорости
вращения поверхность отливки получается негладкой, возможны непроливы
тонкостенных деталей. В случае завышенной скорости вращения значительно
возрастает давление жидкого металла, что вызывает образование
трещин, ликвацию (расслоение) компонентов сплава по плотности,
вибрацию литейной установки и как следствие, более быстрый её
износ. Наилучшей скоростью вращения центрифуги является та наименьшая
скорость, при которой достигается требуемое качество отливки.
Начальное ускорение центрифуги должно выбираться таким, чтобы
обеспечивалась непрерывность истечения расплава металла из тигля
(в режиме близком к ламинарному режиму) и равномерного заполнения
им литейной полости опоки .
Выбор начального ускорения и скорости вращения центрифуги определяются,
в первую очередь, характеристиками используемого сплава. При этом,
наиболее важным параметром в данном случае является его плотность.
Чем больше плотность сплава, тем, при прочих равных условиях,
лучше его проливаемость.
Управляемый электропривод
центрифуги литейной установки Центролит-70М с широким диапазоном
задания скорости вращения центрифуги (300...600 об/мин
с шагом 5 об/мин) и её
начального ускорения
(10 ступеней задания) позволяют без труда выбрать нужный режим
работы для качественного литья любого вида сплава.
При работе на нашей установке мы рекомендуем использовать следующие
значения скорости вращения и ускорения в зависимости от типа используемого
сплава:
|
Тип
сплава. |
Плотность
сплава, г/см3. |
Скорость
вращения центрифуги, об/мин. |
Начальное
ускорение центрифуги в зависимости от массы загрузки. |
|
Минимальная
загрузка:
10...30 грамм |
Оптимальная
загрузка:
31...70 грамм |
Максимальная
загрузка:
71...100 грамм |
|
Сплавы
с повышенным содержанием благородных металлов (золота, палладия,
платины, серебра). |
15...18 |
Допустимый
диапазон
350...450
Оптимальное значение
400 |
8 |
7 |
6 |
|
Сплавы
с пониженным содержанием благородных металлов (золота, палладия,
платины, серебра). |
11...14 |
Допустимый
диапазон
450...500
Оптимальное значение
475 |
9 |
8 |
7 |
|
Сплавы
неблагородных металлов (кобальто-хромовые CoCr, никель-хромовые
NiCr). |
7,5...10 |
Допустимый
диапазон
510...550
Оптимальное значение
525
|
10 |
9 |
8 |
Рекомендованые нами значения начального ускорения и скорости вращения
центрифуги литейной установки Центролит-70М являются ориентировочными
и должны быть уточнены с учётом характера проведения плавки, выбора
момента заливки металла (его температура), особенностей построения
литниковой системы.
По завершении вращения центрифуги в течение 5 секунд крышка продолжает
быть заблокированной. По истечение этого времени крышка рабочей
камеры разблокируется, раздастся звуковой сигнал и на дисплей
будет выведено сообщение "Программа литья выполнена".
По окончанию плавки откройте крышку рабочей камеры и выньте тигель.
Если литьевое отверстие тигля загрязнено шлаками и остатками металла,
его необходимо очистить либо заменить тигель новым.
Воспользовавшись специальными щипцами выньте опоку. Осмотрите
внутреннее пространство рабочей камеры и в случае необходимости
очистите её.
Установка готова к следующему литью.
Плавка металла в среде аргона.
Для плавки металла в среде аргона необходимо дополнительно выполнить
следующие операции:
подайте на установку аргон от внешнего источника (давление аргона
1 бар);
установите в выбранной программе параметр Ar равным "1";
после установки тигля с металлом на держатель тигля поверните
трубку подачи аргона по часовой стрелке в рабочее положение.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
НЮАНСЫ:
Направление вращения центрифуги и особенности заполнения литейной
полости металлом. |
|
|
|
|
Для получения качественной отливки при работе на литейной установке
с центробежной заливкой металла необходимо учитывать то, каким
образом расплав попадает в литейную полость опоки и полностью
её заполняет. При литье стоматологических сплавов это важно учитывать
и для устранения нарушения микроструктуры сплава.
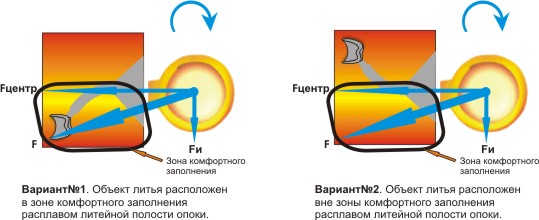
В литейных центробежных установках на расплав, заполняющий литейную
полость опоки, действует сила, состоящая из трёх составляющих:
центробежная сила Fцентр, сила инерции Fи и силы
тяжести Ft. Центробежная сила Fцентр направлена
по радиусу от центра вращения. Сила инерции Fи направлена
противоположно скорости вращения. Сила тяжести Ft направлена
вниз. Результирующая сила F, воздействующая на расплав,
равна векторной сумме сил Fцентр, Fи и Ft.
Центробежная сила Fцентр пропорциональна массе расплава
и скорости вращения центрифуги. Сила инерции Fи пропорциональна
массе расплава и приложенному к нему ускорению. Сила тяжести Ft
пропорциональна массе расплава.
Направление результирующей силы F, воздействующей на расплав,
зависит от направления вращения центрифуги литейной установки.
При вращении центрифуги по часовой стрелке (именно так происходит
вращение центрифуги в литейной установке Центролит-70М) результирующая
сила F будет направлена левее вектора центробежной силы
Fцентр.
Влияние силы тяжести приводит к тому, что вектор результирующей
силы F будет изогнут вниз.
Точное пространственное положение и величина вектора результирующей
силы F в каждый момент времени определяется массой загруженного
сплава (определяется количеством сплава и его плотности), скоростью
вращения центрифуги и ускорением, приложенным к расплаву.
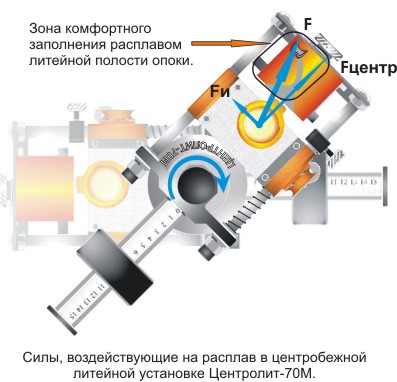 ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,, ,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,,
Рассмотрение сил, воздействующих на расплав, позволяет выявить
в литейной полости опоки область, заполнение которой происходит
при наиболее благоприятных условиях - "зона комфортного заполнения".
Эту особенность необходимо учитывать при проектировании литниковой
системы и размещении опоки на ложе опоки центрифуги.
Рассматривая приведённые ниже рисунки, можно сделать вывод, что
при работе на литейной установке Центролит-70М, лучшим следует
признать построение литниковой системы согласно Варианта №1.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вы
можете задать Ваши вопросы главному конструктору центробежной литейной
установки Центролит-70М:
Наша
группа
ВКонтакте
ICQ:
289926159
e-mail:
shvirgun@mail.ru
тел:
8 909 3856873
Николай
Александрович Швыргун |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

