"Пользуюсь УЛВК-30А. Доволен, но встал вопрос об отливке золота. Есть ли тигли для золота и как их можно приобрести?"
Удобно работать с тиглем с запрессованной графитовой вставкой. Вы также можете использовать графитовые вставки без донышка.
Подобные графитовые вставки используются в вакуумных установках Nautilus (Bego). Можно использовать любой графитовый тигель подходящих размеров. Если исходно он имеет донышко, сточите его.
"Хочется для
себя приобрести литейку и задался вопросом: что лучше - центробежная
литейка или вакуумная?... Что лучше выбрать? ..."
Это необходимо знать всем, кто делает свой выбор между центробежной
и вакуумной индукционными литейными установками.
Работаем
на вакуумной литейной установке УЛВК-30А. Не так давно начали работать
с новым для нас сплавом - Heraenium EH (Heraeus, Германия).
Возникли вопросы:
1) Как правильно определить момент начала литья.
2) Какая должна быть температура предварительного нагрева опоки при работе
с этим сплавом?
Литьё сплавов неблагородных металлов.
В приведенной
ниже таблице даны общие рекомендации по литью наиболее распространенных
неблагородных сплавов фирм Bego (Германия) и Heraeus (Германия) на вакуумной
литейной установке УЛВК-30.
П р и м е ч а н и е - Наши рекомендации основываются
на нашем собственном опыте и наших собственных исследованиях. Их можно
рассматривать лишь в качестве ориентировочных данных.
Ваши данные могут отличаться от вышеприведённых в силу конкретных условий
литья.
Окончательные значения параметров литья должны быть уточнены после проведения
тестовых плавок.
Пожалуйста,
расскажите
подробнее об
особенностях работы на вакуумной литейной установке.
1)
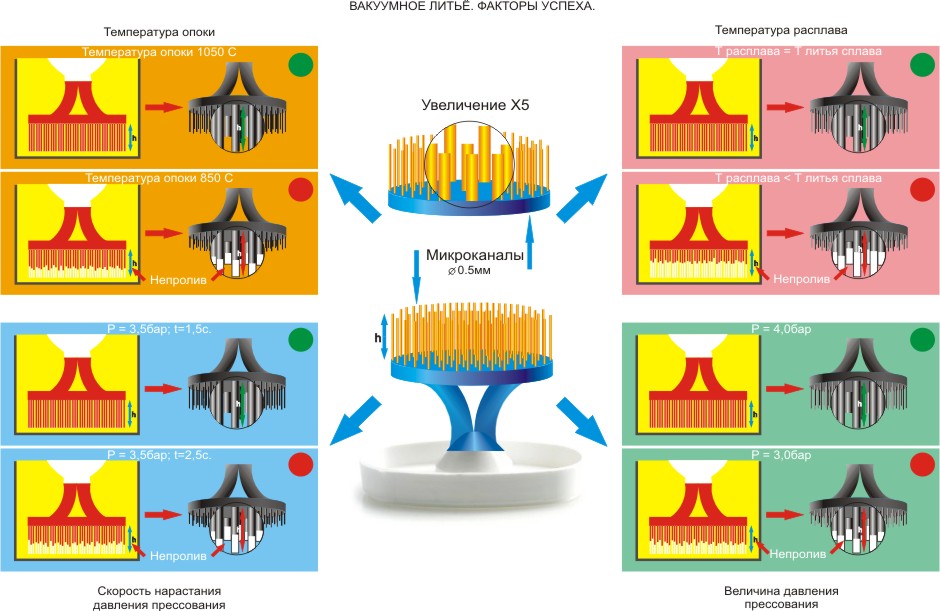
Для выполнения условий получения высокоточного литья при работе на вакуумных
литейных установках рекомендуется работать в диапазоне загрузки 25..70
грамм. Расширение диапазона загрузок следует расценивать как фактор, усложняющий
литьё, с принятием соответствующих мер. 2)
При вакуумном литье условие перегрева расплава на 100...150°С выше конечной
температуры интервала плавления Tliq с целью увеличения его жидкотекучести
является обязательным. 3)
При изготовлении коронок и мостов из сплавов CoCr, NiCr конечная температура
предварительного нагрева опоки лежит в диапазоне 900...1000°С. В случае
модельного литья эта температура должна быть равна 1000...1050°С. 4)
Выбирайте литейную установку, в которой предусмотрена возможность задания
в широких пределах времени задержки подачи избыточного давления (давления
прессования). Лучшим
выбором является вариант, при котором эта задержка определяется автоматически.
5)
Вакуумные литейные установки с величиной давления прессования равной 2,0...
3,0 бар больше подходят для литья сплавов, обладающих хорошей жидкотекучестью
(например, сплавов благородных металлов). Для
модельного литья из кобальт-хромового (CoCr) сплава требуется давление
прессования 3,5...4 бар. 6)
Давление в плавильно-литейном блоке установки должно достичь значения
3,5 бар в течении времени от 1 до 2 секунд. 7)
Контролируйте процесс литья. Анализируйте результаты. Делайте выводы.
Каковы
особенности тиглей, используемых в литейной установке УЛВК-30А? Где их
можно приобрести?
УЛВК-30А. Ещё раз про ... тигли.
В установке
УЛВК-30А применяются тигли типа "Induret" с донным разливом
расплава. При работе с ними следует выполнять некоторые общие требования:
1) Никогда не используйте один и тот же тигель для плавки сплавов различного
типа. При многократном использовании одного и того же тигля для плавки
различных сплавов возникает опасность того, что оставшиеся от предыдущих
сплавов частички растворятся в новом сплаве и повлияют на его качество.
2)
Перед использованием тигля убедитесь в его целостности. Наличие даже мелких
трещин должно служить для Вас основанием для замены тигля на новый.
3) Если отверстие
на дне тигля загрязнено шлаками или остатками металла, его необходимо
очистить либо заменить тигель новым.
4) Для обеспечения
плавного и спокойного (ламинарного) истечения расплава металла из тигля
и равномерного заполнения им литейной полости опоки необходимо следить
за тем, чтобы выходное отверстие тигля оставалось равным 6,0...7,0мм.
5) Уменьшение
выходного отвестия тигля менее 5,5мм может привести к слишком медленному
истечению металла из тигля. При использовании сплава с низкой текучестью
существует опасность неполного истечения расплава из тигля.
Адреса фирм,
выпускающих тигли для вакуумно-компрессионной литейной установки УЛВК-30А:
Расскажите,
пожалуйста, подробнее об особенностях центрифуги литейной установки
Центролит-90. Каким образом выполняется подстройка под опоки различного
веса и размера?
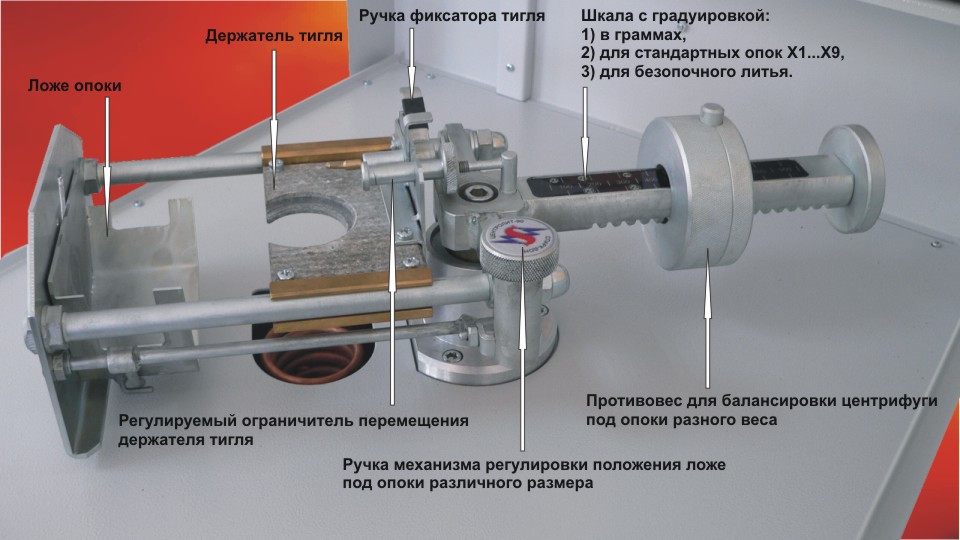
Центрифуга
литейной установки Центролит-90
разработана для максимально эффективной и комфортной работы.
Все органы
регулировки вынесены из "горячей зоны".
Балансировка
центрифуги под опоки различного веса выполняется максимально быстро
благодаря продуманной системе взаимосвязи легко перемещаемого противовеса
и градуировочной шкалы.
Механизм регулировки
для опок различного диаметра позволяет легко выбрать нужное положение
опоки относительно выходного отверстия тигля.
Регулируемый ограничитель перемещения держателя тигля препятствует соударению
держателя тигля и опоки.
Фиксатор тигля
предотвращает его случайное смещение относительно конуса опоки.
Каковы особенности литья сплавов неблагородных металлов на вакуумной
литейной установке?
"ЛИТЬЁ
СПЛАВОВ НЕБЛАГОРОДНЫХ МЕТАЛЛОВ НА ВАКУУМНОЙ ЛИТЕЙНОЙ УСТАНОВКЕ. ОСНОВЫ."
(Выдержка из статьи).
" Процесс изменения агрегатного состояния сплава.
Характерной
особенностью сплава является процесс изменения его агрегатного состояния,
то есть переход из жидкого состояния в твердое и наоборот.
Сплавы плавятся (при повышении температуры) и кристаллизуются (при понижении
температуры) в некотором интервале температур, характерном для конкретного
сплава. В этом диапазоне сплав имеет частично жидкую и частично твердую
структуру.
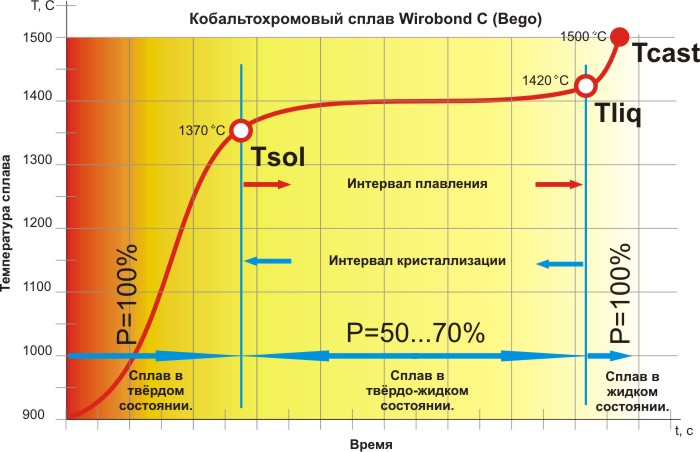
На рисунке 1 представлена зависимость агрегатного состояния кобальт-хромового
сплава Wirobond C (Bego, Германия) от температуры. Интервал плавления
(melting interval) этого сплава T = Tsol...Tliq = 1370...1420 °С.
Температура литья сплава (casting temperature) Tcast = 1500 °С.
Самая высокая температура, при которой металл или сплав находится полностью
в твердом состоянии называется точной солидуса Tsol.
Самая низкая температура, при которой металл или сплав находится полностью
в жидком состоянии называется точкой ликвидуса Tliq.
Рисунок
1 — Зависимость агрегатного состояния кобальтохромового сплава Wirobond
C (Bego, Германия) от температуры.
Для процесса литья важно, что в интервале температур плавления сплава
(твёрдо-жидкое состояния сплава) его жидкотекучесть недостаточна для
быстрого продвижения по литниковой системе и надлежащего заполнения
литейной формы.
Если
литьё происходит при температуре сплава равной или незначительно отличающейся
от Tliq, существенно возрастает вероятность получения некачественной
отливки. Жидкотекучесть сплава оказывается недостаточной для быстрого
продвижения расплава по литниковой системе к объекту литья. Соприкосновении
расплава с опокой, имеющей гораздо более низкую температуру, вызывает
его дополнительное охлаждение. Усиливается процесс кристаллизации сплава.
Количество твердой фазы в расплаве быстро увеличивается, вызывая дальнейшее
уменьшение жидкотекучести сплава. Существенно увеличивается опасность
неполного заполнения полости объекта литья. Получение качественной отливки,
особенно тонкостенных частей восковой композиции, становится невозможным.
Для увеличения жидкотекучести сплава его перегревают на 100...150 °С
относительно конечной температуры интервала плавления Tliq. В результате
движение расплава по литниковой системе происходит при температуре больше,
равной или незначительно меньше Tliq. Сплав находится полностью в жидком
состоянии. Создаются комфортные условия для литья самых ажурных конструкций.
Значительное повышение температуры расплава (на 150...300 °С выше Tliq)
нежелательно по причине резкого роста растворимости газов в расплаве.
Кроме того, перегретый расплав, вступая в реакцию с паковочной массой,
способствует дополнительному газообразованию. Это приводит к образованию
газовых раковин, трещин и поверхностной пористости в объекте литья.
При значительном количестве газа может возникнуть проблема с заполнением
объекта литья сплавом..." Полный
текст статьи "ЛИТЬЁ
СПЛАВОВ НЕБЛАГОРОДНЫХ МЕТАЛЛОВ НА ВАКУУМНОЙ ЛИТЕЙНОЙ УСТАНОВКЕ. ОСНОВЫ."
При
включении вакуумной литейной установки
УЛВК-10 на дисплее появляется надпись "ОШИБКА ДАТЧИК".
Что это значит?
ВНИМАНИЕ:
данная информация актуальна для литейных установок УЛВК-10, УЛВК-10М,
Центролит-70, Центролит-70М 2005...2012 годов выпуска. В установках
УЛВК-30А и Центролит-70М выпуска 2013 года применен новый датчик потока
охлаждающей жидкости.
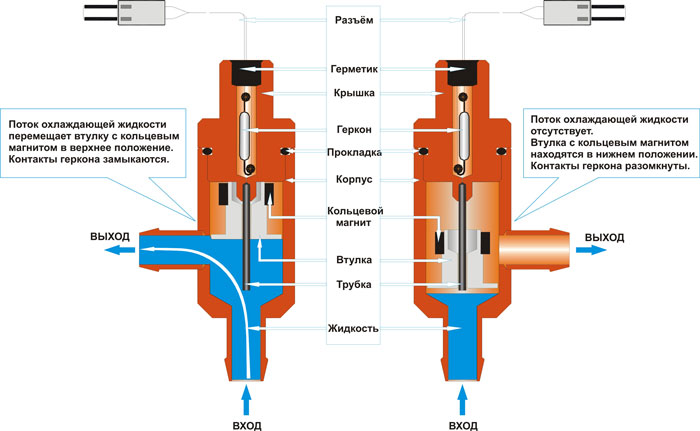
Принцип работы датчика потока охлаждающей жидкости. Датчик построен на основе геркона и постоянного
кольцевого магнита. Геркон — электромеханического устройства, представляющего
собой пару ферромагнитных контактов, запаянных в герметичную стеклянную
колбу. При поднесении к геркону постоянного магнита контакты замыкаются.
Кольцевой магнит датчика потока расположен на
втулке, свободно передвигающейся по направляющей, выполненной в виде
трубки. Внутри крышки датчика потока расположен
геркон. Крышка сверху заделана герметиком. Контакты геркона с помощью
проводников, проходящих через герметик, выведены на разъём.
В исходном состоянии (модуль автономного водяного охлаждения МАВО выключен)
втулка с кольцевым магнитом находится в нижней части датчика потока.
Магнитное поле магнита не оказывает влияние на геркон.Его контакты разомкнуты.
При включении модуля автономного водяного охлаждения втулка с кольцевыммагнитом под действием потока жидкости поднимается
по трубке, приближаясь к геркону. Под действием магнитного поля магнита
контакты геркона замыкаются.
Это состояние воспринимается системой управления установки как наличие
потока охлаждающей жидкости.
Причина возникновения ошибки. При включении установки сетевым выключателем
"СЕТЬ" системой внутренней диагностики установки обнаружено,
что контакты геркона датчика потока воды находятся в замкнутом состоянии
до момента подачи охлаждающей жидкости в систему. Показания датчика
в этом случае воспринимаются системой управления как недостоверные.
На дисплей выводится сообщение "ОШИБКА ДАТЧИК".
Способ устранения ошибки:
1) убедиться в том, что модуль автономного водяного охлаждения МАВО
был выключен до момента появления на дисплее установки сообщения "ВКЛЮЧИТЕ
ВОДУ И НАЖМИТЕ "ОК"".
2) Убедится в исправности датчика потока. Разобрать датчик потока охлаждающей
жидкости. Очистить внутренние поверхности датчика от инородных частиц.
(Качественная оценка чистоты датчика - свободное перемещения кольцевого
магнита по
цилиндрической направляющей). В экстренных
случаях работа установки может быть продолжена путём сброса ошибки "ДАТЧИК"
кнопкой "СТОП". Эксплуатация установки в таком режиме
допускается только для окончания начатой работы после визуального контроля
циркуляции охлаждающей жидкости по системе. В
более ранних версиях датчиков потока геркон расположен внутри трубки,
имеющей больший диаметр.
Есть
желание купить литейную установку УЛВК-30А. Сейчас
работаю на центробежной литейке. Какие проблемы могут возникнуть при
переходе на вакуумную?
Проблем не возникнет. Появятся новые ощущения. Приятные.
Если по существу, то необходимо помнить главное: основное отличие вакуумной
литейной установки от центробежной литейной установки заключается в
механизме заполнения расплавом рабочей полости опоки и сил, воздействующих
при этом на расплав. Как следствие, Вам необходимо будет внести незначительные
коррективы в построении литниковой системы. Более подробно смотрите
здесь и здесь.
Что выбрать - вакуумную УЛВК-30А или центробежную
Центролит-70М? Планируется плавка для себя.
Интересует прежде всего сравнение по количеству металла для единовременной
загрузки.
Извечный вопрос: "Что же лучше - вакуумная или индукционная литейная
установка." Однозначного ответа не существует. Каждый выбирает
для себя. Есть как горячие поклонники центробежек, так и не менее горячие
почитатели вакуумных литейных установок.
Только постановка конкретного вопроса, как в Вашем случае (сравнение
по количеству металла для единовременной загрузки),
делает возможным анализ.
Исходя из особенностей плавки и литья в вакуумной и центробежной литейных
установок, можно сделать определённые выводы, учёт которых позволит
сделать выбор осознанным и оптимальным.
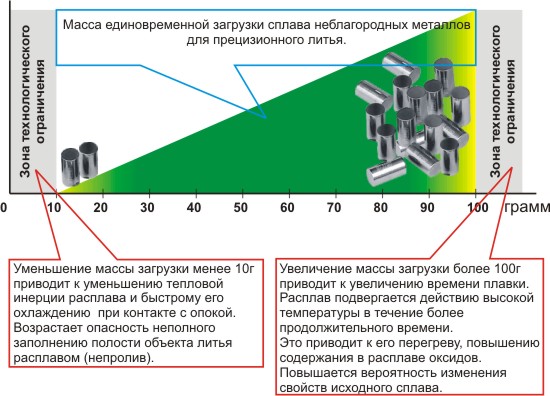
На представленных ниже рисунках, показано влияние массы единовременной
загрузки на условия работы установки и получения предсказуемого результата
литья.
Рис.1 Выбор оптимальной массы единовременной загрузки при работе на
индукционной центробежной литейной установке.
Рис.2
Выбор оптимальной массы единовременной загрузки при работе на индукционной
вакуумной литейной установке.
Таким образом, если предполагаемая к использованию средняя масса
единовременной загрузки составляет 10...60г - оптимальным выбором будет
индукционная
вакуумная литейная установка.
Если же предполагаемая к использованию средняя масса единовременной
загрузки составляет 40...90г - оптимальным выбором будет индукционная
центробежная литейная установка.
Чем определяются ограничения по массе единовременной
загрузки литейной установки?
Возможность литейной установки плавить металл в широком
диапазоне значений
массы единовременной загрузки
характеризует с лучшей стороны качественные показатели самой литейной
установки,
способность быстро и бережно расплавить сплав без изменения его физико-химических
свойств.
Так, например, минимальное и максимальное количество сплава единовременной
загрузки
вакуумной литейной установки УЛВК-30А установлены в диапазоне
от 5г до 100г сплавов неблагородных металлов.
Вместе
с этим необходимо помнить, что, согласно рекомендациям фирм - производителей
стоматологических сплавов, количество сплава для литья (минимальное
и максимальное) должно определяться его (сплава) характеристиками и
способом литья (центробежное или вакуумно-компрессионное).
Так, для литья сплавов неблагородных металлов (CoCr, NiCr) на вакуумной
литейной установке рекомендуется работать в диапазоне 10...60г.
Именно в таком диапазоне загрузок рекомендуют работать как ведущие мировые
производители литейных установок, так и производители стоматологических
сплавов.
Уменьшение массы загрузки менее 10г нежелательно по причине существенного
уменьшения тепловой инерции расплава и, как следствие, быстрому его
охлаждению при контакте с опокой (напомним, что температура опоки на
400...500 С ниже температуры расплава). Кроме того в худшую сторону
изменяется процентное содержание оксидов в расплаве. И то и другое может
привести к неполному заполнению полости объекта литья расплавом, особенно,
в тонких его частях.
Увеличение массы загрузки более 100г приводит к увеличению времени плавки.
Расплав подвергается действию высокой температуры в течение более продолжительного
времени. Это приводит к его перегреву, повышению содержания в расплаве
оксидов. Повышается вероятность изменения свойств исходного сплава.
P.S. С целью обеспечения наиболее эффективного режима
плавки при
массе загрузки равной 90...100г
сплавов неблагородных металлов (CoCr, NiCr) в литейной
установке УЛВК-30А внедрена система автоматического определения типа
загрузки. На основании данных, полученных о характере загрузки, принимается
решение о наиболее благоприятном режиме работы. По ходу проведения плавки
в работу генератора автоматически вносятся коррективы с целью минимизации
времени плавки, что в значительной степени снижает вышеприведённые ограничения
технологического характера.
Начинаю
работать на центробежной литейной установке Центролит-70М. Подскажите,
пожалуйста, как правильно выбрать значение начального ускорения и скорости
вращения центрифуги установки.
При
центробежном способе литья заполнение форм жидким металлом и его кристаллизация
происходят под воздействием центробежных сил. Качество литья при этом
в значительной степени зависит от умения точно рассчитывать и управлять
параметрами начального ускорения и скорости вращения центрифуги установки.
При слишком низкой или высокой скоростях вращения появляются дефекты
как в процессе литья, так и в отливках. При заниженной скорости вращения
поверхность отливки получается негладкой, возможны непроливы тонкостенных
деталей. В случае завышенной скорости вращения значительно возрастает
давление жидкого металла, что вызывает образование трещин, ликвацию
(расслоение) компонентов сплава по плотности, вибрацию литейной установки
и как следствие, более быстрый её износ. Наилучшей скоростью вращения
центрифуги является та наименьшая скорость, при которой достигается
требуемое качество отливки.
Начальное ускорение центрифуги должно выбираться таким, чтобы обеспечивалась
непрерывность истечения расплава металла из тигля (в режиме близком
к ламинарному режиму) и равномерного заполнения им литейной полости
опоки .
Выбор начального ускорения и скорости вращения центрифуги определяются,
в первую очередь, характеристиками используемого сплава. При этом, наиболее
важным параметром в данном случае является его плотность. Чем больше
плотность сплава, тем, при прочих равных условиях, лучше его проливаемость.
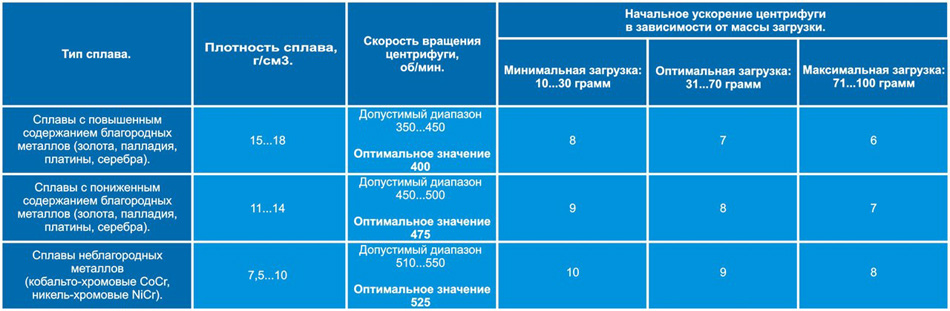
При работе
на литейной установке Центролит-70М мы рекомендуем использовать следующие
значения начального ускорения центрифуги и её скорости вращения в зависимости
от типа используемого сплава:
Управляемый
электропривод центрифуги литейной установки Центролит-70М с широким
диапазоном задания скорости вращения центрифуги (300...600 об/мин с
шагом 5 об/мин) и её начального ускорения (10 ступеней задания) позволяют
без труда выбрать нужный режим работы для качественного литья любого
вида сплава. P.S.
Приведённые
значения начального ускорения и скорости вращения центрифуги носят рекомендательный
характер и в каждом конкретном случае требуют корректировки исходя из
реальных условий работы.
После
успешной эксплуатации в течение одного года вакуумной литейной установки
УЛВК-10М было замечено снижение скорости набора вакуума в рабочих камерах.
В чём может быть причина?
Наиболее вероятные
причины отсутствия вакуума, а также снижения скорости его набора или
нарушение герметичности плавильно-литейного блока описаны в Руководстве
по эксплуатации на вакуумно-компрессионную литейную установку УЛВК-10М
в разделе "Техническое обслуживание".
В частности там сказано, что "в нижней части камеры индуктора на
входном патрубке установлен фильтр воздушный F1. Его засорение
приводит к снижению скорости набора вакуума, поэтому по мере необходимости,
но не реже одного раза в месяц, его необходимо очищать. Для этого необходимо
открыть камеру опоки и выкрутить фильтр при помощи ключа на 14. Фильтр
расположен слева от индуктора на уровне входного штуцера (см. рисунок
6).
Снятый фильтр необходимо
промыть спиртом или водой и продуть струей сжатого воздуха, после чего
установить на место.