|
Важным
условием нормальной работы вакуумных литейных установок, работающих
по принципу плавки и литья в вакууме с последующим прессованием избыточным
давлением, является правильный выбор параметров системы подготовки сжатого
воздуха.
Центральными
элементами этой системы
являются
компрессор и ресивер. Вопрос их выбора является принципиально важным,
так как разреженная среда (”вакуум”) в плавильно-литейном блоке установки
на этапе плавки в вакууме и избыточное давление (”давление прессования”)
на этапе прессования формируются с их помощью.
Процесс литья
с точки зрения использования пневматической системы установки можно
условно разделить на три этапа:
 Этап
предварительного нагрева сплава. Этап
предварительного нагрева сплава.
Предварительный
нагрев сплава может быть осуществлен в вакууме или в воздушной
среде.
В первом случае (нагрев в вакууме) в плавильно-литейном блоке литейной установки будет
создана разреженная среда (вакуум). Ведение плавки по такому сценарию
выполняется редко.
Обычно на этапе предварительного нагрева пневмосистема установки не
задействована. Предварительный нагрев сплава происходит в воздушной
среде. Он производится до ярко-желтого свечения сплава, не допуская
плавления его заготовок, после чего в камеру опоки устанавливается предварительно
подогретая опока.
В дальнейшем, при расчете параметров системы подготовки сжатого воздуха,
будет принято условие, что этап предварительного нагрева сплава происходит
без участия пневмосистемы установки.
Этап
плавки и литья сплава в вакууме.
После загрузки
опоки и включения нагрева кнопкой "ПЛАВКА" камеры плавильно-литейного
блока литейной установки герметизируются и из них откачивается воздух.
Начинается этап плавки и литья сплава в вакууме.
Принцип формирования разреженной атмосферы в рабочих камерах плавильно-литейного
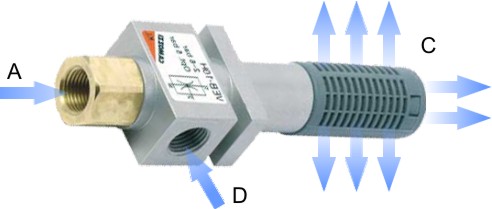
блока основан на использовании вакуумного эжектора. Функциональная схема
вакуумного эжектора представлена на рисунке 1.
В основе работы эжектора лежит принцип Вентури. Сжатый воздух от компрессора
входит в отверстие А эжектора и проходит через сопло В. В результате
сразу за соплом возникает падение давления (вакуум) и воздух втягивается
через вакуумный вход D, подключенный к плавильно-литейному блоку установки.
Втянутый и сжатый воздух проходят через сопла и сбрасываются через глушитель
эжектора С.
В вакуумной литейной установке УЛВК-30А для создания разреженной атмосферы
в плавильно-литейном блоке используется вакуумный
эжектор фирмы Camozzi (Италия).
Его внешний вид показан на рисунке 2.
|
Минимальный
уровень разрежения (максимальный вакуум) в рабочих камерах литейной установки
должен быть создан за короткое время для того, чтобы к моменту литья в
каналах литейной формы оставалось незначительное количество газов, способных
воспрепятствовать заполнению расплавом рабочих полостей опоки.
В зависимости от количества и типа сплава время его плавления в вакууме
может колебаться от
15... 20
секунд до 1 минуты.
Система подготовки сжатого воздуха должна обеспечивать питание эжектора
воздухом с оптимальным рабочим давлением в течение всего времени плавки
сплава в вакууме, чтобы в плавильно-литейном блоке поддерживался минимальный
уровень разрежения (максимальный вакуум).
Отсюда следуют два важных требования, предъявляемых к пневмосистеме литейной
установки:
- максимальный уровень
вакуума в рабочих камерах установки должен быть достигнут за время не
более 15...20 секунд.
- уровень вакуума в рабочих
камерах установки должен поддерживаться на максимальном уровне в течение
времени не менее 1 минуты.
Выполнение этих требований предполагает организацию питания вакуумного
эжектора литейной установки на протяжении заданного времени (времени плавки
сплава в вакууме) сжатым воздухом с определенными параметрами. Необходимо,
чтобы на протяжении всего времени плавки в вакууме давление сжатого воздуха
на входе вакуумного эжектора не опускалось ниже его оптимального рабочего
давления, обеспечивая требуемый расход воздуха.
Выполнение этой задачи возложено на компрессор
и ресивер системы подготовки сжатого воздуха.
Наиболее важными их характеристиками являются:
максимальное давление компрессора (бар):
Это сила, с которой компрессор может сжимать воздух. Максимальное давление - один из главных показателей, характеризующих компрессор. С его помощью определяется, с каким инструментом сможет взаимодействовать компрессор.
производительность
компрессора (л/мин):
Данный показатель, определяет количество литров сжатого воздуха на всасывании, которое компрессор способен нагнать за 1 минуту. Эта величина может меняться из-за разницы температуры воздуха, а так же от конфигурации модели. Поэтому, всегда стоит выбирать компрессор с 30-50% запасом по производительности, по сравнению с заявленной величиной производителем.
емкость ресивера (л):
Ресивер - это металлический бак для сжатого воздуха. Его объем измеряется в литрах и обозначает количество газа в запасе. Чем больше объем ресивера, тем реже компрессор будет включаться при падении уровня сжатого газа до минимального. Но при этом компрессору понадобится больше времени, чтобы наполнить ресивер. Чем меньше ресивер, тем быстрее уровень сжатого газа будет подниматься до максимальной отметки и опускаться до минимума. Эти «воздушные колебания» могут оказывать неблагоприятное влияние как на сам компрессор (частые его включения и выключения) так и на оборудование, которое к нему подключено.
Этап
прессования расплава
После выполнения литья расплав должен быть подвергнут воздействию избыточного
давления для полного заполнения им рабочей зоны опоки.
Величина давления прессования при работе на установке УЛВК-30А может быть
установлена пользователем в диапазоне от 2 бар до 4 бар.
Важно помнить,
что при работе на литейной установке УЛВК-30А источником сжатого воздуха
для формирования "давления прессования" выступают те же компрессор
и емкость ресивера, что обеспечивают разрежение ("вакуум") в
плавильно-литейном блоке на этапе плавки в вакууме.
Таким образом, если производительность выбранного компрессора окажется
недостаточной и емкость ресивера мала, давление на входе установки будет
снижаться. Вследствие этого будет понижаться рабочее давление установки
Pрабочее. При значении Pрабочее < 5,5 бар может
наблюдаться снижение скорости нарастания избыточного давления (давления
прессования) в рабочих камерах установки на этапе прессования расплава.
Это существенным образом ухудшает условия проливаемости тонких частей
отливки.
|
1. Максимальное давление компрессора.
Рабочее давление вакуумной литейной установки УЛВК-30А равно
6±0,5 бар.
Оно устанавливается с помощью фильтр-регулятора, установленного в установке. Это заводская установка. Пользователь должен только подключить литейную установку к источнику сжатого воздуха давлением 7-8 бар.
2. Расчет
воздухопотребления.
Потребление воздуха эжектором, используемым для создания вакуума в плавильно-литейном блоке литейной установки
УЛВК-30А , при его питании оптимальным рабочим давлением 4,5 бар составляет Gэжект = 102 л/мин.
Принимаем запас по потреблению воздуха вакуумным эжектором равным 25%. Тогда максимальное потребление воздуха эжектором Gэжект_макс составит:
Gэжект_макс = 102 * 1,25 = 127,5 л/мин.
3. Расчет производительности компрессора.
В паспортных данных на компрессоры указывается производительность
компрессора на всасывании, называемая также производительностью по входу. Она определяется геометрическим объемом воздуха, который
поместится в рабочей полости компрессора за один цикл всасывания, умноженный
на количество циклов в единицу времени.
Производительность
компрессора на всасывании отличается от реальной - выходной - в большую сторону. Это
отличие учитывается коэффициентом производительности (Кпр), зависящим
от условий всасывания и конструктивных особенностей поршневого компрессора
- потерь во всасывающих и нагнетательных клапанах, наличия недовытесненного
- "мертвого" - объема, приводящих к уменьшению наполнения
цилиндра.
Для компрессоров профессиональной серии коэффициент производительности
может составлять величину от 0,6 до 0,7. Для продукции бытовой серии
реальный "выход" бытовых компрессоров не превышает 50% от
заявляемой теоретической производительности.
Рассчитаем
с учетом полученного расхода воздуха эжектором Gэжект_макс производительность
на всасывании (производительность по входу) Qвх требуемого компрессора.
Примем коэффициент производительности компрессорной головки Кпр =0,65.
Qвх
= Gэжект_макс * Кпр = 127,5/0,65 = 196 л/мин.
Увеличим
полученное значение производительности на 20% - «запас по производительности»:
Qвх_мин
= Qвх_теор * 1,2 = 196*1,2 = 235,2 л/мин.
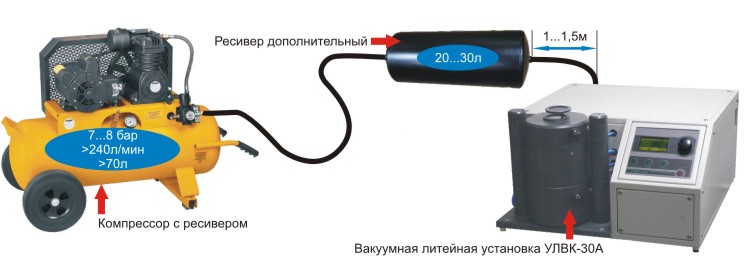
Итак, для нормальной работы вакуумной литейной установки
УЛВК-30А необходим компрессор с производительностью на входе не менее
240-260 л/мин.
4. Определение минимального объема ресивера.
Частично недостаточную производительность компрессора можно компенсировать
увеличением объема ресивера.
Требуемый минимальный размер воздушного резервуара зависит от производительности
компрессора, системы регулирования и требований потребителей сжатого
воздуха.
Примем условие, что за время плавки сплава в вакууме давление воздуха в ресивере не должно снизиться с максимального
значения Pмакс (8 бар) до минимального значения Рмин (6
бар). В
этом случае будет обеспечено питание вакуумного эжектора сжатым воздухом
с заданными характеристиками по расходу и давлению, а также выполнены
требования по скорости нарастания избыточного давления на этапе прессования
.
Среднестатистическое время плавки в вакууме сплавов CoCr и NiCr массой
20...70 грамм составляет 0,5...1,0 минуту. Определим минимально
допустимый объем ресивера, исходя из большего значения времени плавки
в вакууме (т.е. времени плавки t = 1 мин).
Vр = 0,52
х t х Gэжект_макс = 0,52 х 1,0 х 127,5 = 66,3 л.
где Vр
– объем ресивера, л;
t - время плавки сплава в вакууме, мин;
Gэжект_макс
- потребление воздуха вакуумным эжектором, л/мин.
Таким образом,
для обеспечения питания вакуумного эжектора оптимальным давлением сжатого
воздуха на протяжении всего времени плавки в вакууме полного диапазона возможных загрузок тигля и обеспечения максимальной
скорости нарастания избыточного давления (давления прессования) в рабочих
камерах установки на этапе прессования расплава, минимальный объем ресивера должен быть не менее 70 л.
Учитывая тот факт, что требования к емкости ресивера в значительной степени определяются временем плавки сплава в вакууме (т.е. временем вакуумирования рабочих камер установки), при работе с небольшими загрузками и временем плавки в течении 30...40 секунд можно несколько снизить требования к ресиверу. Его емкость может быть понижена до 50 литров. Это тот минимум, ниже которого опускаться не рекомендуется.
|