|
УЛВК-30А.
В ногу со временем.

Многолетний опыт в создании вакуумных литейных установок, использование
современных технологических решений в области литья стоматологических
сплавов и максимальный учёт пожеланий зубных техников позволили
инженерам СПАРК-ДОН создать новую компактную универсальную индукционную
литейную установку для прецизионного литья любых сплавов благородных
металлов и сплавов неблагородных металлов в воздушной среде, в
вакууме или в среде защитного газа (Аргон).
Современные вакуумные литейные установки должны в полной мере
отвечать всё возрастающим требованиям, предъявляемым к ним зубными
техниками.
Сегодня уже не достаточно просто литейной индукционной установки,
работающей по принципу плавления и литья сплава в вакууме с последующим
прессованием расплава избыточным давлением воздуха.
Выдвигается требование возможности плавки стоматологических сплавов
в среде защитного газа (Аргон) с целью минимизации отрицательных
последствий плавки в окислительной (воздушной) среде.
Литейная установка должна обеспечивать качественное литьё, сохраняя
неизменными физико-химические свойства сплава после его плавления.
Работать на установке должно быть легко и комфортно.
Создавая вакуумную литейную установку УЛВК-30, мы руководствовались
именно этими требованиями. Все инновации, внедрённые в нашей новой
вакуумной литейной установке, направлены на то, чтобы Вы и Ваш
бизнес шли в ногу со временем.
УЛВК-30А.
Основные достоинства.
 Индукционная
плавка в вакууме или в среде защитного газа (Аргон) для максимально
бережного плавления сплава. Индукционная
плавка в вакууме или в среде защитного газа (Аргон) для максимально
бережного плавления сплава.
Цифровой контроль
регулируемого в широких пределах уровня вакуума (<100...500
мбар).
Плавка в вакууме.
Работая на профессиональной вакуумной литейной литейной установке
УЛВК-30А, Вы можете по своему усмотрению выбирать требуемый режим
плавки сплава и его литья. Уровень вакуума в плавильно-литейном
блоке может регулироваться в пределах <100...500мбар. Это даёт
возможность установить оптимальный режим работы для плавки сплавов
благородных металлов (<100мбар), сплавов неблагородных металлов
(150...250мбар), сплавов неблагородных металлов с повышенным искрообразованием
при плавке в вакууме (>250мбар).
При этом расплав, движущийся к объекту литья, не встречает сопротивления
(вернее, оно значительно ослаблено) со стороны воздуха, скопившегося
в литниковой системе. Таким образом, обеспечивается хорошая "проливаемость"
самых ажурных конструкций без приложения к расплаву значительных
сил.
В силу того, что растворимость газов (особенно водорода и азота)
в расплаве понижается при снижении остаточного давления воздуха
в плавильной камере, плавка металла в вакууме способствует уменьшению
количества растворённых в расплаве газов.
В современных вакуумных литейных установках для плавки и литья
стоматологических сплавов в литейных камерах поддерживается разреженная
атмосфера с остаточным давлением не менее 100...150мБар.
Такая величина "вакуума", существенно улучшая в целом
условия плавки и литья, конечно же, не может в полной мере предотвратить
окисление расплава и его насыщение газами, входящими в состав
воздуха.
В результате взаимодействия газов воздуха с расплавом образуются
устойчивые соединения (оксиды, гидриды, нитриды), изменяющие физико-химические
свойства сплава. Одним из важнейших проявлением этих изменений
является изменение величины КТР (коэффициента теплового расширения)
сплава, обусловленное изменением процентного соотношения элементов
исходного сплава.
Кроме этого, при повышении температуры сплава растёт растворимость
в нём газов воздуха. В дальнейшем, в течение процесса кристаллизации
расплава, выделяющиеся газы вызывают появление в литье пор, трещин,
раковин.
Приблизится к "идеальному" алгоритму плавления стоматологических
сплавов позволяет внедрение технологических приёмов, основанных
на плавке в среде защитных газов (Аргон).
Плавка в среде защитного газа.
Плавка в среде Аргона позволяет создать условия, при которых
процессы окисления расплава и его газонасыщение сведены к минимуму.
Формирование защитной среды в плавильно-литейном блоке установки
УЛВК-30А происходит следующим образом.
При включении режима "ПЛАВКА" начинается откачка воздуха
из плавильно-литейного блока. После выполнения "вакууммирования"
в камеру подаётся аргон. После этого вновь начинается процесс
вакууммирования рабочей камеры. Происходит процесс "промывки"
плавильно-литейного блока аргоном. Количество циклов "промывки"
задаётся программно и, в зависимости от требований процесса, может
быть установлен равным от 1 до 10.
Промывка Аргоном приводит к тому, что содержание в плавильно-литейном
блоке литейной установки газов, присутствующих в воздухе (кислород,
водород. азот) становится эквивалентным разрежению 1...5мБар.
Аргон, как инертный газ, не вступает в окислительные реакции с
составляющими элементами сплава и не растворяется в расплаве.
Т.о. полученный в результате плавки сплав остаётся эквивалентным
исходному. Негативные последствия, характерные для плавки без
аргона (окисление расплава, его газонасыщение, изменение КТР сплава
и т.д.), в данном случае отсутствуют . Это способствует получению
качественного, предсказуемого литья стоматологических сплавов
без существенных затрат.
Кроме того, существенно упрощаются условия по использованию "вторичного
металла" ("вторичный металл" - элементы литниковой
системы) без ухудшения физико-химических характеристик конечного
сплава.
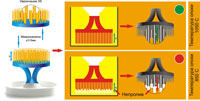
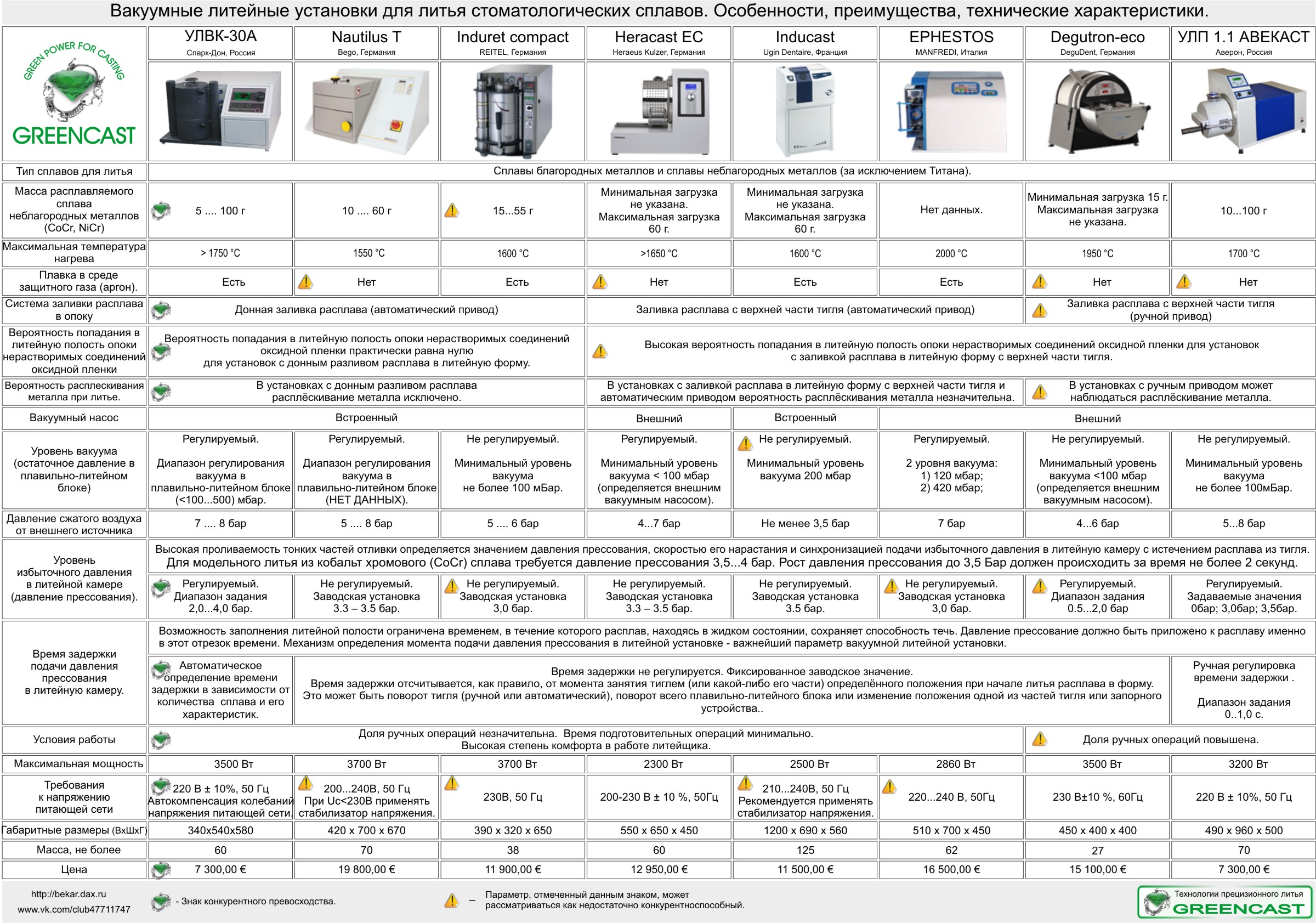
 Донный
метод разлива расплава. Донный
метод разлива расплава.
Тигель с донным разливом расплава. В качестве затвора используется
керамическая вставка, расположенная с внешней стороны тигля и
закрывающая его выходное отверстие. В момент литья керамическая
вставка автоматически отходит в сторону, открывая выходное отверстие
тигля. При этом скорость потока расплавленного металла не зависит
от действий оператора. Расплёскивание металла исключено.
Благодаря донному методу разлива расплава, нерастворимые в расплаве
соединения оксидной пленки, не попадают в литейную полость опоки.
Обеспечена высокая точность синхронизации момента истечения расплава
из тигля и подачи давления прессования.
Исключена возможность механического воздействия на опоку в момент
истечения расплава из тигля.
Опока в рабочей камере теплоизолирована для предупреждения её
быстрого охлаждения.
Литьё
в вакууме с последующим прессованием расплава избыточным давлением
сжатого воздуха или аргона.
 Ноу-хау.
Автоматическая коррекция задержки включения давления прессования
в зависимости от объёма и жидкотекучести сплава. Ноу-хау.
Автоматическая коррекция задержки включения давления прессования
в зависимости от объёма и жидкотекучести сплава.
Подогрев расплава
при его истечении из тигля.
Ноу-хау.
Контроль скорости роста давления прессования для идеального заполнения
формы.
Цифровой контроль
регулируемого в широких пределах уровня давления прессования (2...4
бар).
Важнейшей характеристикой, определяющей класс вакуумной литейной
установки, является её способность максимально быстро создать
в плавильно-литейном блоке избыточное давление после истечения
расплава из тигля. При этом чрезвычайно важно правильно определить
время задержки подачи избыточного давления.
Если избыточное давление подать в плавильно-литейный блок до того
как расплав под действием силы тяжести заполнит литейную полость,
воздух вместе с расплавом попадёт в литниковые каналы. Это существенным
образом ухудшит условия воздухообмена между литейной полостью
и внешней средой. Газонасыщение расплава приведёт впоследствии
к ярко выраженной внутренней и поверхостной газовой пористости.
Повышается вероятность получения не полностью пролитых объектов
литья.
Если же избыточное давление подать в плавильно-литейный блок слишком
поздно, не будут созданы условия для эвакуации оставшегося в объекте
литья воздуха и выделяющихся при кристаллизации расплава растворённых
в них газов. Силы тяжести, под действием которой расплав заполняет
опоку, оказывается недостаточно для полноценного питания отливки.
В итоге, отливка будет иметь рыхлую и неоднородную по объёму структуру.
Появятся "непроливы" мелких деталей отливки, на поверхности
отливок будет наблюдаться значительная газовая пористость. .
Для обеспечения требуемой жидкотекучести расплава и обеспечения
хорошего газообмена с целью предупреждения непроливов, газовой
пористости, неконтролируемой усадки продолжительность заполнения
опоки не должна превышать доли секунды, а время подачи избыточного
давления в литейные камеры должно быть максимально синхронизировано
с моментом полного истечения расплава из тигля.
Для выполнения этих требований в вакуумной литейной установке
УЛВК-30 нагрев расплава продолжается в течение всего времени его
истечения из тигля, а время задержки включения давления прессования
автоматически меняется в зависимости от объёма и жидкотекучести
используемого сплава.
Величина давления прессования может быть задана пользователем
в диапазоне 2...4 бар. Такой диапазон задания позволяет выбрать
нужный режим в зависимости от характера работы. Так, для сплавов
драгоценных металлов с высоким содержанием золота приемлемым будет
значение давления прессования 2...2.5бар. При литье сплавов недрагоценных
металлов рекомендуемое значение этого давления составляет 3,5...4бар.
В каждом случае оптимальным будет то минимальное значение давления
прессования, при котором обеспечены требуемые показатели качества
литья.
Чрезвычайно важное значение скорости нарастания давления прессования
в процессе заполнения литьевой формы и кристаллизации расплава
требует, чтобы величина и характер изменения этого параметра постоянно
контролировались.
В вакуумной литейной установке УЛВК-30А контроль скорости роста
давления прессования осуществляется на цифровом уровне. В случае
выхода его значения за заданные пределы (Vp < 2бар/c) будет
выдано соответствующее сообщение с вариантами сервисных операций.
Для предотращения отрицательного воздействия воздуха на расплав
при заполнении им литейной формы и его кристаллизации, прессование
жидкой фазы расплава в вакуумной литейной установке УЛВК-30А может
осуществляться аргоном.
Интеллектуальная
система управления.
Ноу-хау.
Автоматическая коррекция режима работы установки в зависимости
от типа используемого тигля (керамический тигель, керамический
тигель с графитовой вставкой).
Ноу-хау.
Автоматическое определение типа загрузки (масса, объём) для эффективного
проведения плавки и литья.
Плавная интерактивная
регулировка мощности генератора для комфортной работы.
Компенсация
колебаний напряжения питающей сети 220В, 50Гц.
Интеллектуальная система управления вакуумной литейной установкой
УЛВК-30А минимизирует зависимость качества литья от действий оператора.
Основные действия, направленные на обеспечение эффективной плавки
и литья осуществляются в автоматическом режиме и не заметны для
оператора. В самых необходимых случаях система управления предложит
задать те или иные параметры плавки и литья.
Так, при выборе режима работы с керамическим тиглем с графитовой
вставкой (плавка сплавов драгоценных металлов), будут автоматически
установлены требуемые параметры работы: предварительно заданный
уровень мощности генератора, величина разрежения в плавильно-литьевом
блоке, атмосфера плавки, величина давления прессования.
С целью максимально эффективного (т.е. максимально быстрого и
экономически наиболее выгодного) режима плавки внедрена система
автоматического определения типа загрузки (масса, объём). На основании
данных, полученных о характере загрузки, принимается решение о
наиболее благоприятном режиме работы. По ходу проведения плавки
в работу генератора автоматически вносятся необходимые коррективы.
Оператор видит только конечный результат - быстро протекающий
процесс плавления, практически не зависящий от типа загрузки.
Плавная интерактивная регулировка мощности генератора позволяет
оперативно выбрать оптимальный режим плавки в зависимости от типа
сплава и его массы, создавая дополнительный комфорт оператору.
Вакуумная индукционная литейная установка является мощной нагрузкой
для питающей сети. При наличии "слабой сети" могут возникнуть
проблемы с эффективностью работы. В первую очередь, это связано
с возможными колебаниями выходной мощности генератора установки.
Особенно критичным для литейных установок является пониженное
напряжение сети (так называемые "просадки сети").
С целью обеспечения стабильности выходной мощности высокочастотного
генератора и получения качественного литья при нестабильном питающем
напряжении сети, в систему управления вакуумной литейной установки
УЛВК-30А введён алгоритм компенсации колебаний сетевого напряжения.
На работе устройства не сказывается возможная нестабильность сетевого
напряжения (198-242 В).
В индукционных литейных установках, не имеющих функции компенсации
колебаний напряжения питающей сети, реальный уровень мощности,
передаваемой в нагрузку, будет изменяться в соответствии с изменениями
напряжения сети. И это в лучшем случае. В худшем - они просто
не будут работать.
Широкий
диапазон массы
расплавляемого металла.
Минимальное и максимальное количество сплава ограничивается только
технологическими требованиями для получения высококачественного
литья и установлены в диапазоне от 5г до 100г сплавов неблагородных
металлов. Реальные возможности
генератора литейной установки УЛВК-30А гораздо
шире. Заводские испытания установок проводятся с загрузками в
диапазоне 3...150г сплава СоСr - "полёт нормальный".
Имея такой "запас прочности" Вы можете быть уверены:
"НЕ ПОДВЕДЁТ!".
 Необходимо
помнить, что, согласно рекомендациям фирм - производителей
стоматологических сплавов, количество сплава для литья (минимальное
и максимальное) должно определяться его (сплава) характеристиками
и способом литья (центробежное или вакуумно-компрессионное). Необходимо
помнить, что, согласно рекомендациям фирм - производителей
стоматологических сплавов, количество сплава для литья (минимальное
и максимальное) должно определяться его (сплава) характеристиками
и способом литья (центробежное или вакуумно-компрессионное).
Так, для литья сплавов неблагородных металлов (CoCr, NiCr) на
любой вакуумной литейной установке рекомендуется работать
в диапазоне 10...60г.
Возможность литейной установки работать
с широким диапазоном загрузок тигля определяет качественные характеристики
её генератора, способность быстро и бережно расплавить сплав без
изменения его физико-химических свойств.
Интуитивно
понятный интерфейс и развитая системы самодиагностики.
Информационный
графический дисплей и многофункциональный регулятор (энкодер)
позволят легко выбрать нужный режим работы.
Система контроля
с функцией отслеживания технологических параметров и предупреждения
ошибочных действий оператора следит за ходом процесса, делая работу
на установке предельно простой и комфортной.
Встроенный
вакуумный насос.
Минимизация
ручных операций.
Автоматическая
(в соответствие с выполняемой программой) герметизация и разгерметизация
плавильно-литейного блока без использования ручных механических
затворов.
Создавая наши литейные установки, мы думаем не только о сплавах.
Комфортные условия работы литейщика - требование времени.
УЛВК-30А.
Технические характеристики.
Напряжение питающей сети, В.....................................................................................................................................................220
+/-10%
Количество
фаз питающей сети ...........................................................................................................................................................1
Потребляемая мощность, кВт, не более ...........................................................................................................................................3,5
Масса расплавляемого металла, г *** .............................................................................................................................................5...100
Диапазон регулирования мощности генератора,
% ....................................................................................................................20...100
Диапазон регулирования остаточного давления
(вакуума) в плавильно-литейном блоке , мбар .................................<100...500
Диапазон регулирования избыточного давления
(давления прессования) в плавильно-литейном блоке , бар ...............2...4
Задержка включения давления прессования, c (дискретность 0,1 с)
........................................................................................0...2,0
Давление сжатого воздуха от внешнего источника,
бар ................................................................................................................7...8
Размеры (глубина х ширина х высота) , мм
...............................................................................................................................580х540х340
Масса, кг, не более ..................................................................................................................................................................................60
*** Минимальное и максимальное количество
сплава ограничивается технологическими требованиями для высококачественного
литья.
УЛВК-30А.
Комплект поставки.
Установка литейная вакуумно-компрессионная УЛВК-30А.................................................................................................................1
шт.
Теплоизоляционный вкладыш.....................................................................................................................................................................1
шт.
Центрирующие вкладыши для кювет 1х, 3х, 6х, 9х.............................................................................................................................по
1 шт.
Тигель типа “Induret”.......................................................................................................................................................................................3
шт.
Керамическая вставка на затвор...............................................................................................................................................................5
шт.
Щипцы..............................................................................................................................................................................................................1
шт.
Модуль автономного водяного охлаждения МАВО-1............................................................................................................................1
шт.
Фильтр..............................................................................................................................................................................................................1
шт.
Шланг ПВХ 9х1................................................................................................................................................................................................1
м .
Тройник.............................................................................................................................................................................................................1
шт.
Влагоотделитель AF-2..................................................................................................................................................................................1
шт.
Хомут................................................................................................................................................................................................................3
шт.
Запасные
части
Кольцо уплотнительное.................................................................................................................................................................................2
шт.
Эксплуатационная
документация
Руководство по эксплуатации "Установка
литейная вакуумно-компрессионная УЛВК-30А".........................................................1
шт.
|