Наиболее широкое распространение
в стоматологической практике получили кобальт-хромовые и никель-хромовые
сплавы неблагородных металлов.
Процесс высокоточного литья
этих сплавов на вакуумных литейных установках, работающих по принципу
литья в вакууме с последующим прессованием избыточным давлением,
предполагает комплекс действий на основе строгого соблюдения требований,
предъявляемых к технологическому процессу литья.
Рассмотрим основные из них на примере литья
сплава на вакуумной литейной установке УЛВК-30А.
Установка литейная вакуумно-компрессионная УЛВК-30А
предназначена для индукционной плавки и литья стоматологических
сплавов благородных и сплавов неблагородных металлов (кроме Титана)
в воздушной среде, в вакууме или в среде защитного газа (Аргон).
Установка относится к классу литейных аппаратов,
работающих по принципу плавки и литья металла в вакууме с последующим
прессованием избыточным давлением.
Для плавки металла в установке
используется принцип индукционного нагрева, который заключается
в преобразовании энергии электромагнитного поля, поглощаемой электропроводным
нагреваемым объектом, в тепловую энергию.
«Современные технологические решения в области литья стоматологических
сплавов + максимальный учёт пожеланий зубных техников» = современная
вакуумная литейная установка УЛВК-30А.
Масса
сплава
Для вакуумно-компрессионной литейной установки
УЛВК-30А диапазон загрузки сплавов неблагородных металлов установлен
в диапазоне от 5г до 100г.
Возможность литейной установки работать с широким диапазоном загрузок
тигля определяет качественные характеристики её генератора, способность
быстро и бережно расплавить сплав.
Минимальное и максимальное количество
сплава ограничивается также требованиями технологическими характера,
определяющими условия для получения высококачественного литья.
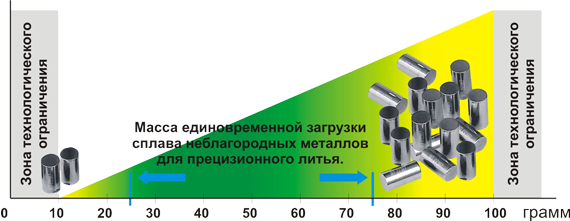
Использование загрузки массой менее 10...15 грамм нежелательно по
причине существенного уменьшения теплоемкости расплава и, как следствие,
быстрого его охлаждения при контакте с опокой. Это может привести
к резкому ухудшению жидкотекучести расплава и неполному заполнению
им полости объекта литья, особенно, в тонких его частях.
Увеличение массы
загрузки более 90...100 грамм приводит к увеличению времени плавки.
Расплав подвергается воздействию высокой температуры в течение более
продолжительного времени. Это приводит к его перегреву, повышению
содержания в расплаве оксидов. Повышается вероятность изменения
свойств исходного сплава.
Рисунок 1 — Рекомендуемая масса
единовременной загрузки сплава неблагородных металлов для прецизионного
литья при работе на вакуумной литейной установке.
Кроме того, существенное увеличение массы загрузки
приводит к ухудшению условий газообмена между объектами литья
и внешней средой. Повышается вероятность появления газовой пористости
объектов литья и «непроливов» тонких их частей.
Для выполнения условий получения высокоточного
литья при работе на вакуумных литейных установках рекомендуется
работать в диапазоне загрузки равном 25..70 грамм.
Заготовки сплава в виде цилиндра необходимо располагать в тигле
горизонтально. В этом случае будет увеличена площадь поверхности
заготовки, которую пересекают силовые линии магнитного поля индуктора.
Нагрев будет проходить более энергично. Время литья сократится.
Эти рекомендации не носят слишком строгого характера. При надлежащем
учете всех (или хотя бы основных) факторов, влияющих на результаты
литья, границы диапазона загрузки тигля могут быть существенно
расширены.
Некоторые из этих факторов будут рассмотрены
ниже.
Определение
оптимального момента литья
Характерной особенностью сплава является процесс
изменения его агрегатного состояния, то есть переход из жидкого
состояния в твердое и наоборот.
Сплавы плавятся (при повышении
температуры) и кристаллизуются (при понижении температуры) в некотором
интервале температур, характерном для конкретного сплава. В этом
диапазоне температур сплав имеет частично жидкую и частично твердую
структуру.
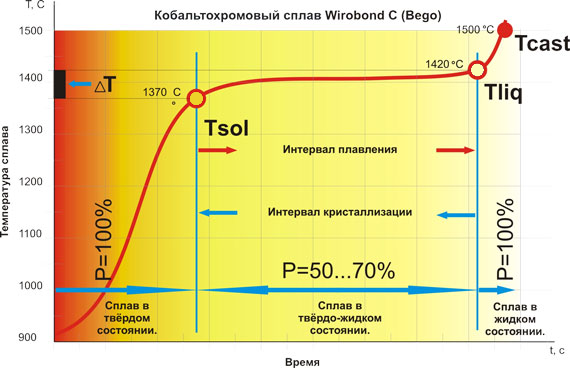
Самая высокая температура, при которой металл или сплав находится
полностью в твердом состоянии называется точной солидуса Tsol.
Самая низкая температура, при которой металл или сплав находится
полностью в жидком состоянии называется точкой ликвидуса Tliq.
Температура
литья сплава (casting temperature) Tcast
- температура, при которой следует провводить литьё для качественного
заполнения расплавом литейной полости.
Рисунок
2 - Зависимость агрегатного состояния кобальт-хромового сплава WirobondC
(Bego, Германия) от температуры.
На рисунке представлена зависимость агрегатного состояния кобальт-хромового
сплава WirobondC
(Bego, Германия) от температуры. Интервал
плавления (melting interval) этого сплава deltaT
= Tsol...Tliq
= 1370...1420 °С. Температура литья сплава (casting
temperature) Tcast
= 1500 °С.
Для процесса литья важно, что в интервале
температур плавления сплава (твёрдо-жидкое состояния сплава) его
жидкотекучесть недостаточна для быстрого продвижения по литниковой
системе и надлежащего заполнения литейной формы.
Определение оптимального времени начала литья
– важнейшее условие получения качественной отливки.
Если литьё происходит при температуре
расплава равной или незначительно отличающейся от температуры
ликвидуса Tliq,
существенно возрастает вероятность получения некачественной отливки.
Это связано с тем, что жидкотекучесть
расплава оказывается недостаточной для быстрого продвижения расплава
по литниковой системе к объекту литья. Соприкосновении расплава
с опокой, имеющей гораздо более низкую температуру, вызывает его
дополнительное охлаждение. Усиливается процесс кристаллизации
сплава. Количество твердой фазы в расплаве быстро увеличивается,
вызывая дальнейшее уменьшение жидкотекучести сплава. Существенно
увеличивается опасность неполного заполнения полости объекта литья.
Получение качественной отливки, особенно тонкостенных частей восковой
композиции, становится невозможным.
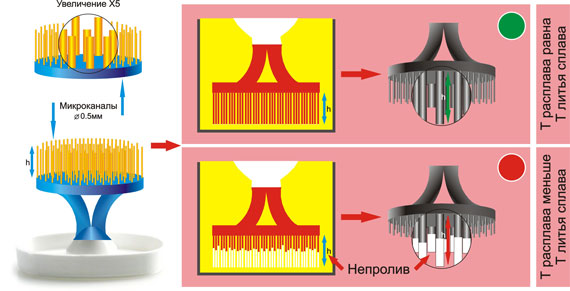
На представленном ниже рисунке
показана зависимость жидкотекучести от температуры расплава при
литье.
Литьё расплава производят через несколько секунд (3...10 секунд)
после того как оксидная плёнка разойдётся по периметру тигля.
Температура расплава примерно равна температуре литья сплава Tcast.
Высокое значениежидкотекучестиспособствуетхорошейпроливаемостимикроканалов.
Литьё расплава производят сразу после разрыва оксидной плёнки.
Температура расплава меньше температуры литья сплава Tcast.
Жидкотекучести сплаванехватаетдляполногозаполнениямикроканаловрасплавом.
Рисунок 3 — Зависимость жидкотекучести
расплава от его температуры при литье.
Для увеличения жидкотекучести сплава его перегревают на 100...150°С
относительно конечной температуры интервала плавления Tliq,
достигая, таким образом, температуры литья сплава Tcast.
В результате, движение расплава
по литниковой системе происходит при температуре больше, равной
или незначительно меньше Tliq.
Сплав находится полностью в жидком состоянии. Создаются комфортные
условия для литья самых ажурных конструкций.
Значительное повышение температуры
расплава (на 150...300°С выше Tliq)
нежелательно по причине резкого роста растворимости газов в расплаве.
Кроме того, перегретый расплав, вступая в реакцию с паковочной
массой, способствует дополнительному газообразованию. Это приводит
к образованию газовых раковин, трещин и поверхностной пористости
в объекте литья. При большом количестве газа может возникнуть
проблема с заполнением объекта литья сплавом.
Температура предварительного
нагрева опоки
Конечная температура предварительного
нагрева опоки должна удовлетворять техническим требованиям производителя
паковочной массы и соответствовать температурным режимам для выбранного
сплава.
В большинстве случаев при изготовлении
коронок и мостов из сплавов CoCr, NiCr
эта температура лежит в диапазоне 900...1000 °С. В случае модельного
литья температура нагрева опоки должна быть равна 1000...1050
°С.
В зависимости от размера опоки она должна быть
выдержана в муфельной печи при этой температуре от 30 до 60 минут.
Зависимость прямая — чем больше в печи предварительного
нагрева размещено опок для литья и чем больше диаметр используемой
опоки - тем больше должно быть время выдержки.
Температура опоки в момент литья — один из важнейших
параметров, определяющий условия получения качественного литья.
Проливаемость очень тонких частей отливки невозможно
обеспечить без сохранения достаточной жидкотекучесть расплава
при его движению по литниковому дереву. В свою очередь, хорошая
жидкотекучести расплава невозможна без достаточного прогревания
опоки.
При использовании низкотемпературных сплавов
температура нагрева опоки может быть ниже. Так, для NiCr
сплава Wironlight
(Bego) с диапазоном плавления 1200...1280
°C и температурой литья около 1350 °C
рекомендуемая конечная температура нагрева опоки равна 800...850
°C.
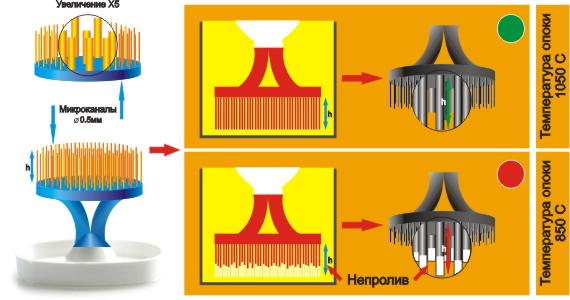
На рисунке показано влияние температуры предварительного нагрева
опоки на характеристики жидкотекучести расплава. С повышением
температуры предварительного нагрева опоки, существенно улучшается
жидкотекучесть расплава.
Конечная температура предварительного нагрева опоки равна 1050?С.
Высокоезначениежидкотекучестиспособствуетхорошейпроливаемостимикроканалов.
Конечная температура предварительного нагрева опоки равна 850?С.
Жидкотекучестисплаванехватаетдляполногозаполнениямикроканаловрасплавом.
Рисунок 4 — Зависимость жидкотекучести расплава от температуры
предварительного нагрева опоки.
Глубина вакуума в плавильно-литейном
блоке установки
В вакуумных литейных установках
разрежение в плавильно-литейном блоке создается с целью обеспечения
быстрого и качественного заполнения расплавом литейной формы.
В таких установках расплав на начальной стадии литья заполняет
форму только под действием собственного веса. С целью минимизации
сопротивления, оказываемого движущемуся расплаву оставшимся в
форме воздухом, плавильно-литейный блок вакуумируют.
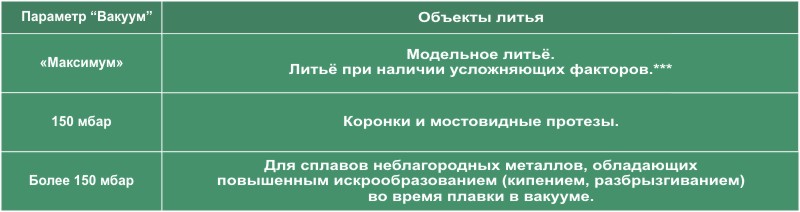
Мы рекомендуем задавать значение
параметра «Вакуум» в соответствие с таблицей 1.
- применение
высокотемпературного сплава с большим диапазоном температуры плавления;
- незначительная (<10...15 грамм) или слишком высокая (>90...100
грамм) масса расплава;
- недостаточный перегрев расплава выше точки ликвидуса Tliq;
- недостаточно высокая жидкотекучесть сплава;
- низкая температура нагрева опоки или недостаточно длительное
время её выдержки при конечной температуре;
- ошибки в проектировании и изготовлении литниковой системы.
Длительность времени задержки
подачи давления прессования
Правильное задание времени задержки
подачи избыточного давления (давления прессования) в плавильно-литейный
блок играет важнейшую роль в процессе получения качественного
литья.
Если избыточное давление подать
в плавильно-литейный блок слишком рано (до того как расплав под
действием силы тяжести заполнит литейную полость), воздух, попавший
в литейную полость, будет препятствовать свободному заполнению
объектов литья расплавом. Повышается вероятность «непроливов»
- получения не полностью пролитых объектов литья. Кроме того,
значительное газонасыщение расплава впоследствии приведёт к ярко
выраженной внутренней и поверхностной газовой пористости объектов
литья.
Если же подать избыточное давление
в плавильно-литейный блок слишком поздно, силы тяжести, под действием
которой расплав заполняет опоку, оказывается недостаточно для
полноценного питания отливки. Появятся непроливы мелких деталей.
Отливка будет иметь рыхлую и неоднородную по объёму структуру.
Течение металла по литниковой
системе сопровождается его остыванием и,соответственно,уменьшениемжидкотекучести расплава. Возможность
заполнения литейной полости ограничена временем, в течение которого
расплав, находясь в жидком состоянии, сохраняет способность течь.
Давление прессование должно быть приложено к расплаву именно в
этот отрезок времени.
По тому как реализован механизм
определения момента подачи давления прессования в литейной установке
можно судить о её классе.
В самых простых вакуумных литейных
установках эта функция реализована в виде фиксированной задержки
(обычно в технических характеристиках не упоминается).
В более продвинутых вакуумных
литейных установках предусмотрена возможность задания времени
задержки подачи избыточного давления в литейную камеру. Время
задержки отсчитывается, как правило, от момента занятия тиглем
(или какой-либо его части) определённого положения при начале
литья расплава в форму. Это может быть поворот тигля (ручной или
автоматический), поворот всего плавильно-литейного блока или изменение
положения одной из частей тигля.
В вакуумной литейной установке
УЛВК-30А впервые в мировой практике реализованы два варианта задания
задержки подачи избыточного давления — Автоматический и Ручной.
В автоматическом режиме
требуемое время задержки подачи давления прессования
вычисляется системой управления литейной установки в ходе выполнения
программы литья в автоматическом режиме без участия оператора.
Этот режим является заданным «по умолчанию». При желании пользователь
может легко выбрать режим работы с возможностью задания времени
задержки самостоятельно.
Вручномрежиме пользователь имеет возможность самостоятельно
задать время задержки в интервале от 0,25 до 2,0 секунд с шагом
0,1 секунда.
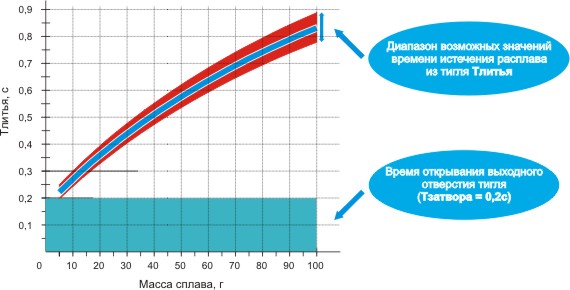
На рисунке 5 показан график
зависимости времени истечения Тлитья из тигля
расплава «усреднённого» кобальт-хромового сплава
в зависимости от его массы при работе на вакуумной литейной установке
УЛВК-30А.
В зависимости от конкретных
условий выполнения литья (тип металла, температура расплава, состояние
тигля) время Тлитья может принимать значения из
некоторого определенного диапазона.
Выбор в качестве наименьшего значения интервала времени задержки
величины равной 0,25 секунды обусловлен тем, что время открывания
выходного отверстия тигля (время коммутации электропневмораспределителя
+ время срабатывания пневмоцилиндра затвора) составляет порядка
0,2 секунды.
Рисунок
5 — Зависимость времени истечения из тигля кобальт-хромового сплава
в зависимости от его массы.
После окончании процесса литья на экран установки выводится сводка
с информацией о выполненной программе литья.
Наряду с другими параметрами,
характеризующими процесс литья, будут приведены параметры «Время
литья» и «Задержка».
«Время литья» - время, за которое
произошло истечение расплава из тигля, в секундах — вычисляется
системой управления литейной установки.
«Задержка» - время от момента
нажатия на кнопку «ЗАТВОР» до подачи давления прессования, в секундах
— задается оператором перед началом работы.
Анализируя значение этих параметров,
пользователь может внести соответствующие коррективы таким образом,
чтобы время подачи избыточного давления
в литейные камеры было максимально синхронизировано с моментом
полного истечения расплава из тигля.
Рекомендуемые значения времени
задержки подачи давления прессования при литье сплавов неблагородных
металлов на вакуумно-компрессионной литейной установке УЛВК-30А
приведены в таблице 2.
Таблица 2
Масса, г
Рекомендуемоезначениявременизадержки,с
5...15
0.25...0.35
20...30
0.35...0.5
35...45
0.45...0.6
50...60
0.55...0.70
65...75
0.65...0.80
80...90
0.70...0.85
90...100
0.80...0.95
Приведенные значения времени
задержки должны быть уточнены литейщиком путём проведения тестовых
плавок конкретного сплава.
Величина и скорость нарастания
давления прессования
Расплав затекает в предварительно
нагретую опоку, имеющую, по сравнению с ним, значительно более
низкую температуру. На «холодных» стенках опоки начинается зарождение
центров кристаллизации. Жидкотекучесть расплава снижается, скорость
его продвижения по литниковым каналам замедляется. Условия заполнения
расплавом объекта литья (особенно тонких его частей) ухудшаются.
При дальнейшем снижении жидкотекучести расплава его движение прекращается.
В тонких частях объекта литья
дополнительной силой, препятствующей продвижению расплава, является
сила поверхностного натяжения расплава. Она создаёт под поверхностью
раздела фаз («жидкий расплав» — «оставшийся газ в опоке») дополнительное
давление (капиллярное давление), препятствующее продвижению расплава.
Особенно сильно негативное влияние
этой силы сказывается при незначительной массе расплава, когда
его силы тяжести недостаточно для преодоления сил поверхностного
натяжения в тонких частях объекта литья.
Для создания условий, способствующих
быстрому и максимально полному заполнению расплавом полостей объекта
литья, в плавильно-литейном блоке создаётся избыточное давление.
Чем сложнее условия литья, тем
больше должна быть величина этого давления и скорость его нарастания.
Чем больше величина давления,
приложенного к расплаву в момент заполнения формы и в процессе
этапа прессования, тем более мелкие детали отливки будут заполнены
расплавом, тем более точно будет воспроизведен рельеф поверхности
формы.
Для модельного литья из кобальт-хромового
(CoCr) сплава требуется давление прессования 3,5...4 бар.
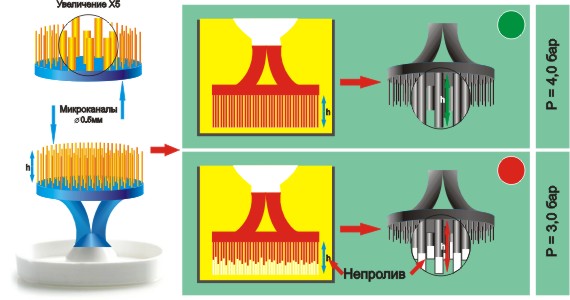
На рисунке 6 показана зависимость жидкотекучести расплава (определяемая
в данном случае глубиной заполнения расплавом микроканалов опытного
образца отливки) от величины приложенного к нему давления прессования.
С повышением давления прессования улучшается
жидкотекучесть расплава.
Избыточное давление в плавильно-литейном блоке установки на стадии
прессования равно 4,0бар. Микроканалы опытного образца заполнены
полностью.
Избыточное давление в плавильно-литейном блоке установки на стадии
прессования равно 3,0бар. Микроканалы опытного образца заполнены
не полностью.
Рисунок 6 — Зависимость жидкотекучести расплава от величины приложенного
к нему давления прессования
Для прецизионного литья стоматологических сплавов неблагородных
металлов избыточное давление (давление прессование) должно быть
приложено к расплаву за очень короткий промежуток времени «t»
длительностью от 1 до 2 секунд и удерживаться в течение 60 секунд.
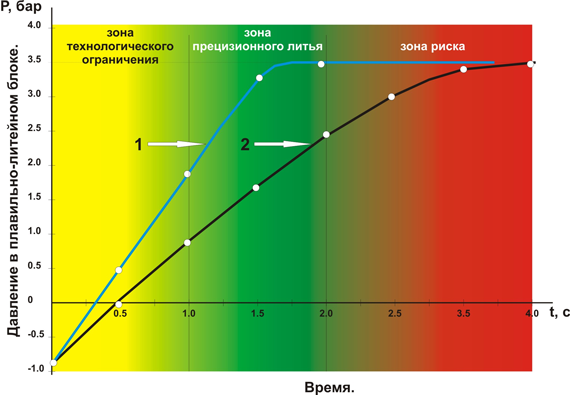
На рисунке 7 представлены графики
скорости роста избыточного давления в плавильно-литейном блоке
установки УЛВК-30А.
Рост давления прессования до
3,5 бар за время менее 1 секунду приветствуется. Но на практике
это оказывается трудно реализуемым в силу ограничений технологического
и конструкторского характера (например, из-за конечных значений
внутренних диаметров подводящих шлангов и проходных сечений клапанов).
На оси времени этот отрезок представлен как «зона технологических
ограничений».
Если рост давления в рабочей
камере до 3,5 бар происходит за время больше 2 секунд, возрастает
вероятность некачественного литья. Это «Зона риска».
1 — кривая роста избыточного
давления в плавильно-литейном блоке УЛВК-30А на стадии прессования
при использовании ресивера ёмкостью 20 литров.
2
- кривая роста избыточного давления в плавильно-литейном блоке
УЛВК-30А на стадии прессования без ресивера. Расстояние до компрессора
более 10 метров.
Рисунок
7 — График скорости роста избыточного давления в плавильно-литейном
блоке установки УЛВК-30А
Интервал времени в диапазоне от 1 до 2 секунд на рисунке 5 - «зона
прецизионного литья». Именно в течение этого промежутка времени
давление в плавильно-литейном блоке установки должно достичь значения
3,5 бар.
Кардинальным решением, обеспечивающим
выполнение требования роста давления в рабочей камере до 3,5 бар
за время менее 2 секунд, является использование ресивера емкостью
20...30 литров, расположенного в непосредственной близости от
литейной установки.
По окончании процесса литья
пользователю будет предоставлена информация о выполненной программе
литья в виде сводки, где, в том числе, будут представлены параметры,
характеризующие условия нарастания избыточного давления в плавильно-литейном
блоке на этапе прессования:
«Давление» - Максимальный уровень избыточного
давления, достигнутый на стадии прессования, Бар.
Время за которое был набран заданный уровень давления прессования,
в секундах.
Время, за которое в процессе прессования давление в плавильно-литейном
блоке сравнялось с атмосферным, в секундах.
Время, за которое в процессе прессования избыточное давление
в плавильно-литейном блоке превысило 1 Бар, в секундах.
Время, за которое в процессе прессования
избыточное давление в плавильно-литейном блоке превысило 2.5
Бар, в секундах.
Знание этих параметров позволяет
литейщику «держать руку на пульсе» процесса литья с возможностью
быстрого реагирования в случае необходимости.
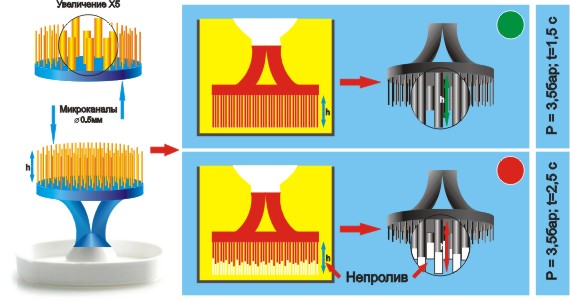
На рисунке 8 показано, что жидкотекучесть расплава
(т.е. глубина заполнения расплавом микроканалов опытного образца
отливки) будет тем выше, чем выше скорость нарастания давления
прессования.
Так, видно, что при условии нарастания давления
прессования до 3,5 бар за время t=1,5 секунды, «проливаемость»
микроканалов образца значительно лучше чем в случае, если нарастание
давления прессования до 3,5 бар происходит за время t=2,5 секунды
С повышением скорости нарастания давления прессования
существенно улучшается жидкотекучесть расплава.
Избыточное давление в плавильно-литейном блоке достигло значения
3,5 бар за 1,5 секунды. Высокое значение скорости нарастания давления
способствует хорошей проливаемости микроканалов.
Избыточное давление в плавильно-литейном блоке достигло значения
3,5 бар за 2,5 секунды. Жидкотекучестисплаванехватаетдляполногозаполнениямикроканаловрасплавом.
Рисунок 8 — График зависимости жидкотекучести расплава от скорости
нарастания давления прессования.
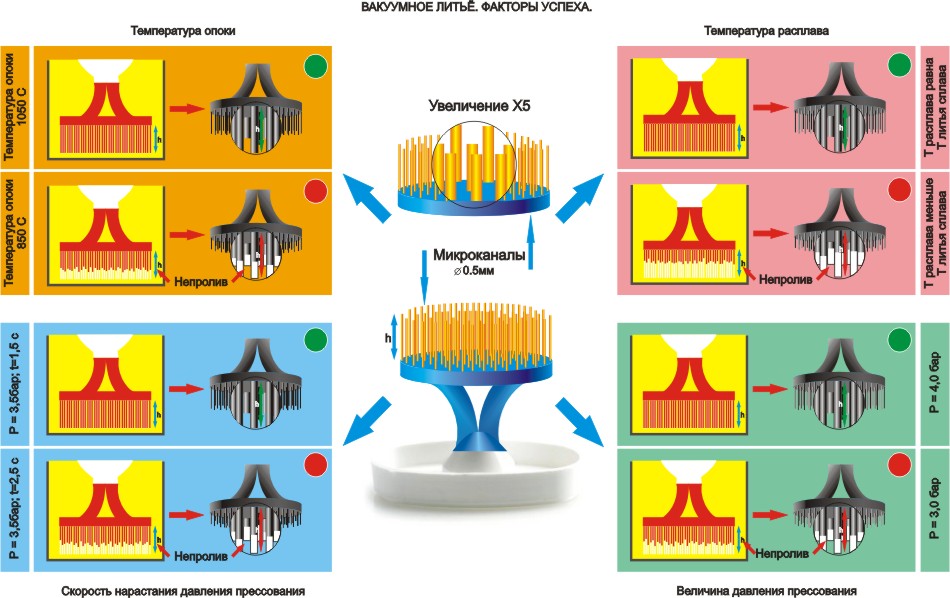
ЛИТЬЁ В ВАКУУМЕ. ФАКТОРЫ УСПЕХА
Для выполнения условий получения высокоточного литья при работе
на вакуумных литейных установках рекомендуется работать в диапазоне
загрузки 25..70 грамм. Расширение диапазона загрузок следует расценивать
как фактор, усложняющий литьё, с принятием соответствующих мер.
При вакуумном
литье условие перегрева расплава на 100...150°С выше конечной температуры
интервала плавления Tliq с целью увеличения его жидкотекучести является
обязательным.
При изготовлении
коронок и мостов из сплавов CoCr, NiCr конечная температура предварительного
нагрева опоки лежит в диапазоне 900...1000°С. В случае модельного
литья эта температура должна быть равна 1000...1050°С.
Выбирайте
литейную установку, в которой предусмотрена возможность задания
в широких пределах времени задержки подачи избыточного давления
(давления прессования).
Лучшим выбором является вариант, при котором эта задержка определяется
автоматически.
Вакуумные
литейные установки с величиной давления прессования равной 2,0...
3,0 бар больше подходят для литья сплавов, обладающих хорошей жидкотекучестью
(например, сплавов благородных металлов).
Для модельного
литья из кобальт-хромового (CoCr) сплава требуется давление прессования
3,5...4 бар.
Давление
в плавильно-литейном блоке установки должно достичь значения 3,5
бар в